Ambassador Packaging LLC recently completed phase one of a high speed packing sorter system to help improve production and operational efficiencies. With the ability to remotely monitor and restore service, they can expedite troubleshooting and improve system restoration response time. Ambassador has the capability to remotely access the programmable logic controller (PLC) and human machine interface (HMI) to assist with troubleshooting.
The IDEC PLC controls and monitors more than 500 ft of sectioned conveyor, including accumulation. It also controls variable speed conveyors from 0 to 360 fpm merging and diverting cartons to four different lines. Twenty-three sensors monitor and control the digital input functions of the system, which include triggering for divert position, monitoring line full conditions, and signaling to stop traffic when needed.
Twelve 480 VAC/3 PH contactors are positioned between 12 ABB variable frequency drives and the ac motors. They are controlled by the PLC digital outputs to start and stop all sections of the conveyor.
When a line completely backs up to the full sensor, the system automatically re-routes destined cartons to other available lines. When the full condition clears, it will once again start accepting cartons.
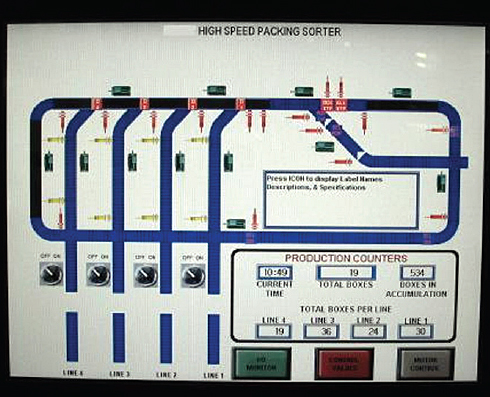
Six analog modules control the analog input and output functions. The output modules control the variable speed functions of all the ac motors to speed-up or to slow-down as production volume changes. The input modules perform monitoring functions, which include current draw, KWh readings, voltage readings, and temperature of all motors. The values are displayed on the HMI or a remote located PC with Ethernet. One HMI monitors the health of the overall system and lets operators make value changes when necessary.
The high-speed packing sorter moves boxes from piece part packing stations to four separate taping stations all in parallel orientation to one another. Each station is set up for box content inspection, bar code scanning, manual dunnage insertion, automatic top and bottom taping, and automatic top label application. From there, cartons proceed to a shipping sorter where they are routed to an appropriate bay for shipping.
As filled cartons enter the sorting system, they merge with oncoming accumulated traffic. Each carton passes the first sensor in the cycle which will assign a sequence number for each corresponding line. As a carton reaches its designated line, another sensor detects that carton and diverts it off the main line with pneumatic controlled rollers.
Each line has two sensors for partial and full indications. When a line backs up to the partial sensor, the system automatically re-routes destined cartons to the next available line keeping the work flow even. When all lines are backed up to the partial sensors, each line opens up again to accept cartons until conditions change.
Using information provided by the VFD’s and the PLC analog inputs, the HMI displays the status of each motor and components they control. The information includes current draw, KWh of operation, temperature, and voltage readings. This can be used by maintenance to determine if a motor needs service or if bearings need changing.
All this can help in reducing power consumption, prolonging the life of the equipment, and save money. Another screen is used for pre-sets, compensation settings, and display of critical operating registers. Two other screens troubleshoot I/O on the system; one for digital I/O and one for analog I/O.
All of the control systems and functions on the taping stations are PLC controlled. Four of the printer applicators that apply the labels to the top of each carton have the IDEC Web Module integrated in the control modules.
IDEC
www.idec.com
Filed Under: Factory automation, CONNECTIVITY • fieldbuses • networks, Packaging, PLCs + PACs




Tell Us What You Think!