Many of the electronic controls in older turbines are unsupported by their manufacturers. But they are still repairable. Better yet, they can be improved. Here are a few success stories.
Aaron Lawson / Director of Engineering Services
John Greulich / Director of Sales
PSI Repair Services
An analysis conducted by Wind Energy Update suggests that 50% of all failures in wind turbines are due to electronic problems. That’s a high percentage and it doesn’t get the same attention as the gear boxes, generators, or blades. Nonetheless, downtime, component failure costs, and the administrative expenses of replacing these parts add up to a substantial figure.
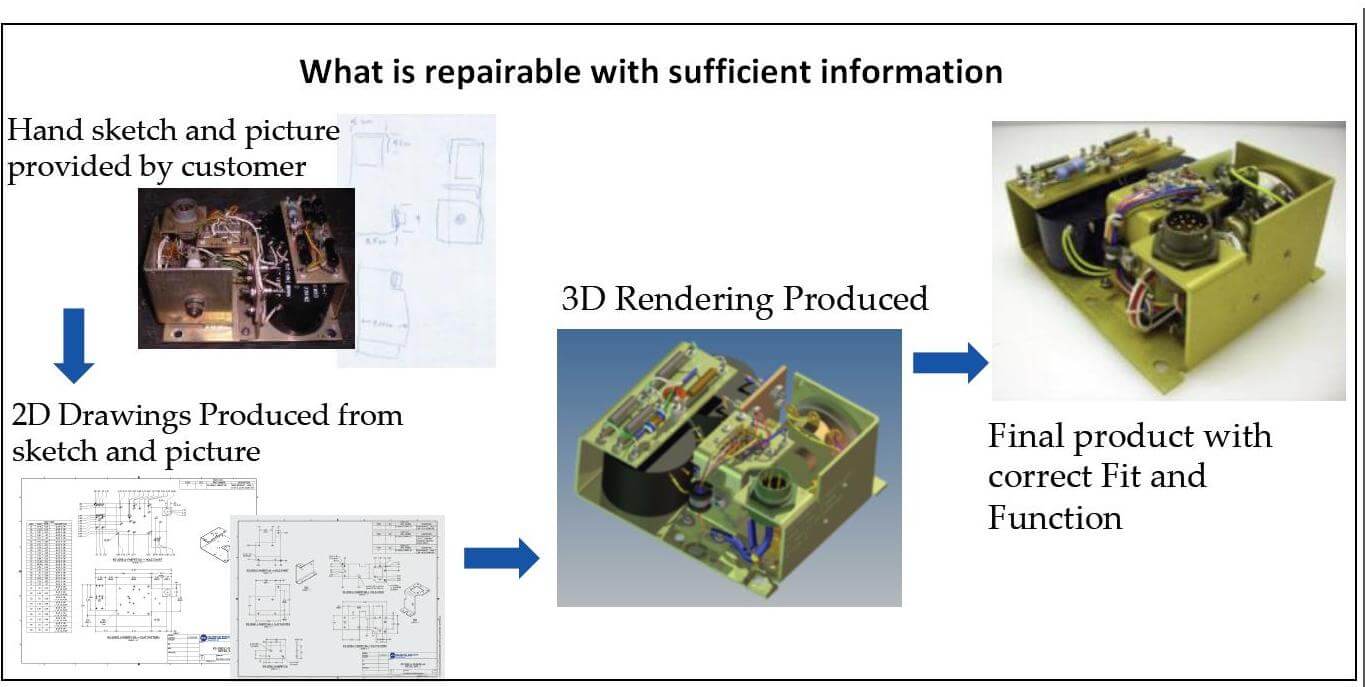
What is repairable?
When a new wind turbine component such as a power supply comes into our repair facility, the first question is: Can it be repaired? The question is answered best after conducting a root cause analysis and finding why the device really failed.
A root cause is the actual issue that sets a chain of events that eventually leads to the larger component failure. For example, a power supply that failed on a wind turbine might send a series of fault signals to the SCADA system, such as different communication errors because the power supply is no longer functioning. The actual root cause of that failure may be due to faulty electrolytic capacitors inside the power supply. The capacitors may be beyond their lifetime or maybe their operating temperature was exceeded. That’s the actual root cause of that power supply failure.
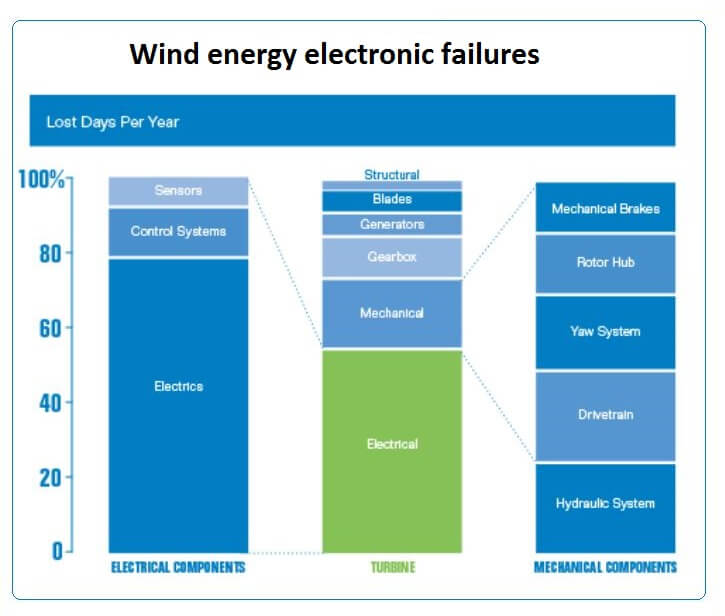
Fifty percent of all failures in wind turbine are due to electronic failures. Source: WU Onshore Asset Optimization & Reliability Benchmarking Report 2015. Data source: Sciemus
Other examples of root cause in electronics are faulty or weak components. External causes could be grid transients, voltage spikes, under or over voltage, or lightning strikes. Poorly designed circuitry or under-rated components are additional causes. A root cause analysis also needs tools and techniques to uncover the actual causes of a problem. For example, a Pareto Analysis is used to determine the most prevalent failure modes from a group of failed components. Think of the root cause as the tip of the iceberg. The root cause is the underlying issue that you don’t see and can be a much larger problem.
A few case studies
A few real-world applications of failed electronic devices show the solutions that resolved the issues.
Occasionally even usually reliable pitch-motor drives run into trouble. The original unit in this case had an extremely short lifetime, frequently less than two years. An accompanying image shows that capacitors would leak electrolyte on the circuit board causing a short circuit. Catastrophic failures meant many of the units received were unrepairable. To make matters worse for the client, replacing the drives is difficult because they are up tower in the hub. Technician labor made them expensive to replace.

The pitch motor drive was not up to its task because of excess heat, a frequent problem in some turbine electronics.
The original design used poorly rated capacitors and transistors. The inefficient design generated a lot of excess heat. Lastly, a threaded hole on the heat sink for a ground lug was easily stripped because it’s just tapped into aluminum.
Our redesign consists of manufacturing a power board with a set of new FETs (field-effect transistors). These FETs generate less heat than the originals due to lower On-Resistance and improved capacitors can handle higher ripple current. Manufacturing the board means it was possible to repair some of these catastrophic failures that would otherwise be unrepairable.
The redesigned circuit board used thicker copper traces which helps pull heat from the transistors and capacitors. What’s more, the much higher efficiency of the redesign means the units run about 25°C cooler than the OEM design. The result has been that over 3,000 units are in the field with a meantime between failure improved by over 80%. Lastly, to prevent stripping the threaded hole, we drill out and install a steel insert which prevents damage.
The phase module from an inverter assembly presented additional challenges. An accompanying image shows the catastrophic damage possible when an IGBT fails. It takes out the driver, circuit board, and some of the brackets and other system components.
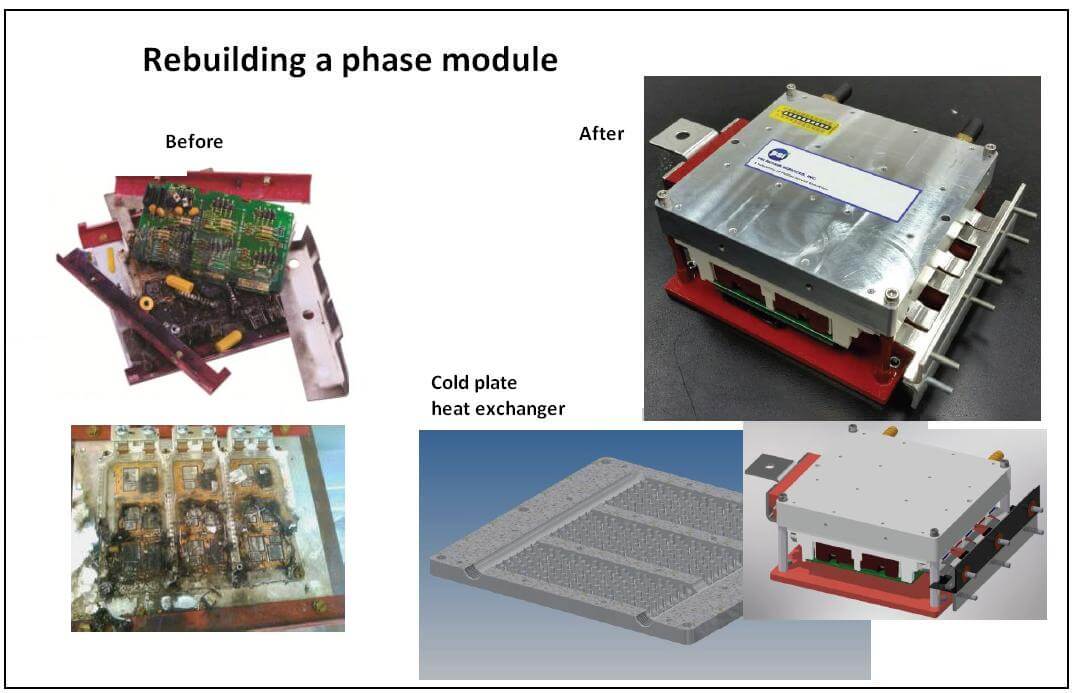
The phase module rebuild included advanced fault protection, next generation baseless IGBTs, a liquid coldplate with finned interior, and thicker bus bars to remove heat from the IGBTs, and balanced emitter circuit impedance.
The replacement unit is a drop-in replacement with upgraded fault protection, such as advanced active clamping. It also uses a next-generation baseless IGBT design. An IGBT is an isolated gate bipolar transistor, essentially a large power transistor. That lowers the thermal resistance between the IGBT driver and its heat sink. A liquid cold plate, a heat transfer device works with a finned interior which helps quickly remove heat from the coolant and the heat sinks. The redesigned phase module also has thicker bus bars which help remove heat from the IGBT terminals and balances the emitter circuit impedance.
A yaw motor module called for a different approach. The original unit was it failing at an unacceptable rate. A Pareto analysis on the first 30 failures pointed to the IGBTs as the main cause of failure.
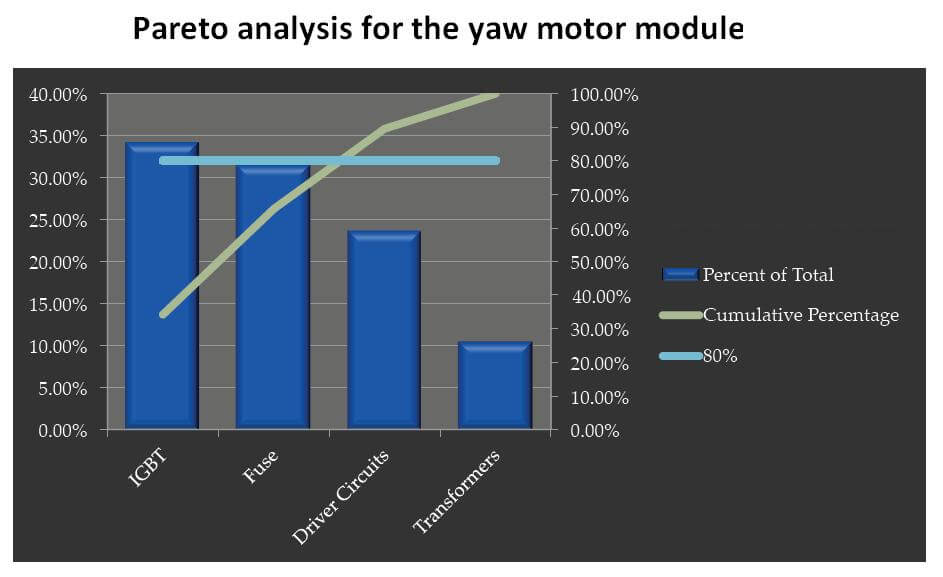
This Pareto analysis examined several components in the module to determine which failed most often.
The OEM devised a solution in which they suggested retrofitting the cabinet with a 45-amp module. So far, so good, but the redesign is wider than the original, which called for modifications to the cabinets. It was bad enough the replacement unit was more expensive but the labor for the retrofit cabinet added more cost to the repair.
The solution our team devised was to upgrade the original 30 Amp module to an equivalent 45-Amp module. Basically, we were able to take the larger IGBT used in the 45-Amp drive and fit it in the 30-Amp design with the same form factor and now with the current capabilities of the 45–Amp drive.
 A power inverter, an obsolete unit, had failed often enough to exhaust the O&M team’s supply of replacements. Fortunately, enough information was available to make a drop-in replacement possible. No changes were needed on the client’s system side. It was also possible to build in additional features not available in the original design, features such as high-speed fault detection, advanced active clamping , , over-and-under voltage protection, as well as short circuit protection. Another improvement on this unit was to mount the IGBT drivers directly to the IGBT which helps lower stray inductances.
A power inverter, an obsolete unit, had failed often enough to exhaust the O&M team’s supply of replacements. Fortunately, enough information was available to make a drop-in replacement possible. No changes were needed on the client’s system side. It was also possible to build in additional features not available in the original design, features such as high-speed fault detection, advanced active clamping , , over-and-under voltage protection, as well as short circuit protection. Another improvement on this unit was to mount the IGBT drivers directly to the IGBT which helps lower stray inductances.
The rotor current controller on a generator showed that it had a much higher variation and failures rates than others. This controller mounts on the back of a generator and rotates in a high vibration, high-heat environment, which made the through-hole solder joints in these capacitors prone to cracking. The capacitors would start to arc and eventually burn up the circuit boards. A Pareto analysis pointed to snubber capacitors and the circuit board they mount to as the main failure mode. The accompanying image shows main failures in solder joints on the capacitors. The upgrade consisted of selecting a snubber capacitor with a tab style mechanical connection. This eliminates the through-hole solder joint and its failure mode. The redesigns are much more reliable.
A similar but larger power inverter presented new challenges. The accompanying image shows catastrophic failures common to the units. Its IGBTs would short out and then burn up because of the high voltage and current available.
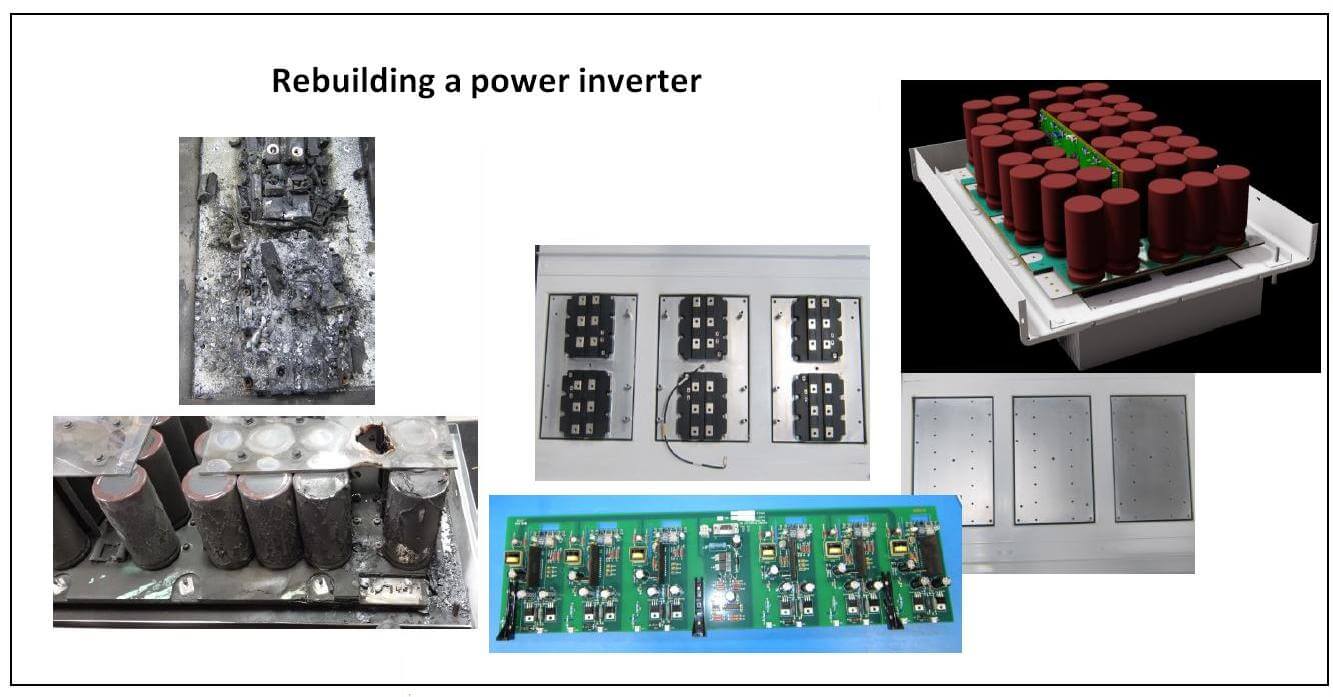
The rebuild effort called for new IGBTs, a new bus structure, repaired driver board, and resurfaced heat sink.
Despite the mess on the left of the photo, the apparent catastrophic failure was refurbished to a like-new condition. In the process, the heat sinks are resurfaced and we install new IGBTs, a new bus structure, as well as the bus capacitors. Then we repair the driver board and once fully assembled, test it to its ratings for full power and current.
Another Pareto analysis for a large number of pitch system battery chargers pointed to a transformer as the main cause of its failure. A few other components would also fail when the transformer power was exceeded. A post-mortem – real dissections – revealed that primary windings were failing because it’s power was being exceeded. High ambient temperatures played a role as well. Upgrades to this unit consisted of a higher power transformer. It’s physically larger so we manufactured a custom adapter board to fit it on the original circuit board. We included higher temperature ICs and a series of other components, such as electrolytic capacitors.
Even when some devices do not look repairable, they might be. Consider a pitch thermistor module. This unit reads a thermistor from a pitch motor and sends out a fault if the motor temperature exceeds a set value. The original unit had a high failure rate due to the universal power supply in the design. It was rated for 24 to 240 Vac or dc. Although a universal device, it’s an overly complicated power supply for the application. The module’s needed only 24V. We improved the device by eliminating its universal function, making it run strictly off 24 Vdc, making it simpler and more reliable. The redesign has a much lower failure rate than the original.
An automatic lubrication system suffered from an inefficient design that produced a lot of heat in its power supply which was failing the units at a high rate. The system is essentially a sealed plastic box without a lot of air flow to cool the power supply. A solution involved a drop-in replacement unit custom designed for the application. It is more efficient than the original one which means it produces a lot less heat, making it more reliable than the original. And it’s a low cost alternative to the original design.
Windpower Engineering & Development
Filed Under: Capacitors, Flanges • supports • mounts • brackets, Green engineering • renewable energy • sustainability



