High-capacity manufacturing applications are leveraging servomotors and drives in their quest to achieve better efficiency with automation. This is because servomotors are one of the most commonly used motors for precision positioning and load-responsive motion.
Servomotors power applications in a wide range of industries, though are most suited for controlling the movement of machines in packaging, semiconductor manufacturing, as well as medical equipment and food and beverage production. Other common applications include robotics and positioning and tracking systems for solar panels. Here and elsewhere, servomotor technology can help boost accuracy and output.
Selecting the right servomotor for an application involves three important parameters: load, speed and torque.
Not only must acceleration, deceleration and running torque be taken into account, but also the ability of the servomotor to tightly control the load’s speed, position or torque. This means the peak torque measurements must be calculated, usually during acceleration or deceleration, along with the running/normal torque. Also, the inertia of the system (the load’s resistance to change in speed) must be calculated to ensure that the motor/drive system will be able to control the load.
A motor’s continuous torque is its ability to produce the rated torque and speed without overheating. Intermittent torque indicates how much torque a motor can produce in a short period of time based on current limits of the drive and motor. The intermittent (or peak) torque of a motor can be much higher than its rated torque, and servo systems are usually designed to operate within that peak torque range when accelerating or decelerating the load.
Linear-rotary servomotors smooth out closure process
In one packaging application, a unique servomotor helped to vastly simplify the design of the packaging machine.
Engineers from packaging machinery maker Tölke were looking to replace conventional cam-disc technology on their new filling and closing line. However, if the closing process itself needed to be modified for a product changeover, it was necessary to change out the mechanical cams involved in the screwing process, a time-consuming and costly process. As a result, Tölke built a carousel machine with 16 closing stations for an application with frequent product changeovers. The entire screwing process now uses a model PR01-84 linear-rotary motor from LinMot at each station.

The PR01 series electric motors from LinMot were specially developed for the closing and screwing process in a packaging application. They combine both a linear motor and a rotary direct drive in a compact housing.
This electric motor, part of the PR01 series, was specially developed for the closing and screwing process. It combines both a linear motor and a rotary direct drive in a compact housing, each of which is controlled separately.
New, however, is the use of an electronic linear axis in the closer. “The cap needs to be picked up, placed on the bottle, and then guided so as to provide optimal support for the rotary motion,” said Markus Kröger, the Tölke project manager. “If this linear motion were controlled by a cam disc, then the heights at which the cap is picked up and placed down would be fixed, and the entire motion sequence would be defined.”
If modifications to the motion sequence were required for a product changeover, then the mechanical solution would require different closure heads or even different cam discs to be installed; the machine builder would have to integrate adjustable cam discs. In some cases, a spring would also need to be installed to compensate for the weight of the head.
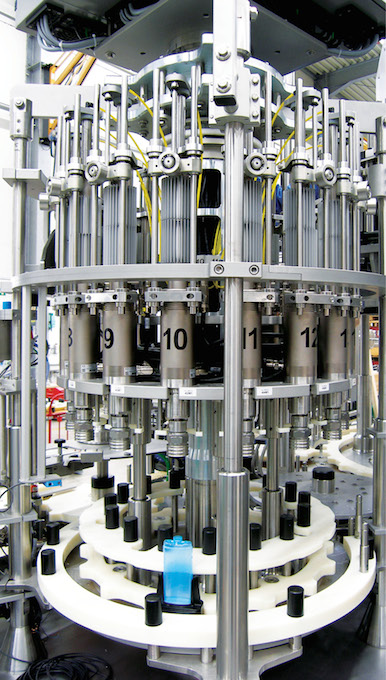
By using the linear-rotary motor from LinMot, Tölke was able to decouple the closing process from the motion of the turntable. This allows a closing station to be swapped out much faster in case of damage, thus minimizing downtime. (Photo courtesy Rossmann.)
“With a direct drive and an electronic stroke curve, none of this is needed anymore,” explained Kröger. With the right parameter sets for the programmed motion sequence, or by invoking a predefined recipe, the motion of the linear motor can be designed as needed.”
As such, different types of closures, including screw-on and press-on caps, can be processed on the same machine. Even different press forces or thread pitches, such as those found on containers with and without safety caps, can be handled by a linear drive without any mechanical reconfiguration.
In addition, a linear-rotary motor like the PR01, with its two independently controlled axes, can start the rotary motion during the linear stroke, decoupled from the position of the turntable.
To promote the modularization of the machine, Tölke engineers used the mechanical decoupling of the closing process from the carousel or turntable. If a screwing station was damaged, it could now be replaced in a short time, so the machine could get back to work much faster after a crash. In addition, because of the decoupling, the closing process can now be completed for all containers in the line prior to a planned machine stop.
In order to further reduce the downtime and monitor the screwing process, the information produced by the linear-rotary drive for each individual screwing process (torque, speed, angle, vertical position, linear speed, and force) can be analyzed.
The drive data for snap-on caps can also be usefully applied for monitoring purposes. An error message can be generated if a prescribed value for the snap-on force is exceeded due to an interfering injection point.
Due to these many advantages, Tölke had already developed a solution prior to the use of the PR01 linear-rotary motor, wherein the linear motion was generated by a servomotor in conjunction with a ballscrew spindle. The ballscrew, however, had to be protected against dust, which requires additional design effort that is not necessary for the fully assembled linear-rotary motor. The linear-rotary motor is much simpler to use.
Filed Under: Motion Control Tips



