Perhaps more than any other manufacturing process, additive manufacturing works best when you match the material to the right additive process. Some of the challenges, though, are:
–many additive processes suggest proprietary versions of materials
— plus these materials often do not have sufficiently available documentation on their performance after undergoing an additive process
–the additive process alters material properties
For example, 3D printing can produce “anisotropic properties where the values differ for the X, Y, and Z axes,” note Proto Lab engineers. (Proto Labs is an on-demand manufacturer of custom prototypes and low-volume production parts.)
There are at least seven additive technologies and each can deliver a different degree of anisotropism. How you orient the print build will either reduce or increase anisotropism. The Direct metal laser sintering additive process builds objects that are closest to displaying isotropic properties.
Currently, additive manufacturers and others are collecting data on how material properties change from one axis to another.
Here are several key points from Proto Labs when matching metal material with the desired metal additive process.
For Direct Metal Laser Sintering (DMLS) a laser (typically fiber optic) melts a layer of powder to the point of sintering. A fresh layer of powder is swept onto the previous layer, and the laser sinters the new layer to the previous layer. This process is repeated until the object is built.

The powder materials used in this additive process typically produce parts that are accepted to be equal or better than those of wrought materials.
As the laser rapidly melts the powder, which then solidifies, the powder grain size and boundary can change to the point of affecting mechanical performance of the final built object. Various post processing methods, such as isostatic pressing, can also affect the mechanical performance of the part. In some cases, the effects strengthen the part substantially.
DMLS Aluminum will exhibit a tensile strength of 37.7 ksi.
Die-cast aluminum will have a tensile strength of 43.5 ksi.
DMLS Cobalt Chrome will have 130 ksi tensils strength;
Wrought F75 Cobalt Chrome will have between 95 and 140 ksi.
At Proto Labs, stainless steel is available in two grades: 17-4 PH and 316L. Grade 17-4 has a high tensile strength (190 ksi), yield strength and hardness (47 HRC). Elongation, though, will break (EB) at 8%, which means that it will be less malleable. Both 17-4 and 316L resist corrosion.
Stainless steel 316L is better at resisting acids. It is also more temperature resistant than Stainless 17-4. Plus, 17-4 may be heat treated to modify mechanical properties, while 316L is only offered in the stress-relieved state.
DMLS aluminum (Al) is comparable to a 3000 series alloy used in casting and die casting processes. Its composition is AlSi10Mg. Al has an excellent strength-to-weight ratio, good temperature and corrosion resistance, and good fatigue, creep and rupture strength. Compared to die-cast 3000 series aluminum, the Al properties for tensile strength (36 ksi to 43 ksi) and yield strength (30 ksi to 32 ksi) far exceed the average values. However, elongation at break is significantly lower (1% vs. 11%) when compared to the average for 3000 series aluminum.
DMLS titanium (Ti-64 ELI) is most commonly used for aerospace and defense applications due to its strength-to-weight ratio, temperature resistance and acid/ corrosion resistance. It is also used in medical applications. Versus Ti grade 23 annealed, the mechanical properties are nearly identical with a tensile strength of 130 ksi, elongation at break of 10% and hardness of 36 HRC.
Cobalt chrome (CoCr) is one of two DMLS superalloys suitable for specialty applications in aerospace and medical. CoCr has an exceptional EB (20%), and it is creep and corrosion resistant. Versus ASTM F-75 CoCr (dependent on heat treating), DMLS CoCr offers moderate material properties (DMLS vs. F-75): tensile strength of 130 ksi vs. 95-140 ksi, EB of 20% vs. 8-20%, yield strength of 75 ksi vs. 65-81 ksi, and hardness of 25 HRC vs. 25-35 HRC. Of all DMLS metals, CoCr has the best biocompatibility making it suitable for medical applications such as dental implants.
Inconel 718 (IN718) is a nickel chromium superalloy used in high service temperature applications, such as aircraft engine components. DMLS IN718 parts have an impressive operating temperature range of -423°F to 1,300°F coupled with excellent corrosion resistance, and good fatigue, creep and rupture strength. DMLS IN718 has higher tensile strength (180 ksi vs. 160 ksi) and comparable yield strength (133 ksi vs. 160 ksi) than conventionally processed IN718. However, its EB is half that of conventionally processed IN718 (12% vs. 25%).
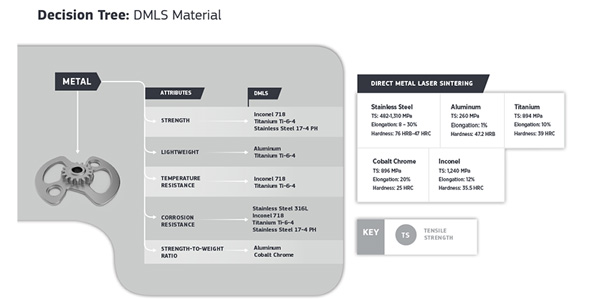
If your additively made part must be strong, Inconel, Titanium, and Stainless steel are good choices.
If the need is for parts light in weight, Aluminum and Titanium are good choices.
For temperature resistance, Inconel and Titanium are suitable.
For corrosion resistance, Stainless steel 316L and 17-4 PH, and Inconel and Titanium fit here.
And for strength-to-weight ratio, Aluminum and Cobalt Chrome suit.
Proto Labs offers a white paper on this subject if you need more information.
Filed Under: Aerospace + defense, 3D printing • additive • stereolithography, Automotive, Medical-device manufacture, Die casting, Rapid prototyping, Make Parts Fast



