By Jim Peta, Product Manager, Thomson Industries, Inc. Radford, VA
Advances in ball design, such as increased precision and the use of new materials, open up space in new critical high-tech applications.

Rolling elements, such as balls and ball bearings, are a critical staple of motion systems. And precision high-tech applications often need balls that meet special requirements such as low weight, small size and close tolerances. Advances in technology have helped balls solve these tough engineering challenges.
Some of those advances include much higher precision balls, which also translates into smoother and quieter bearing action as well as increased ball life. Another is the use of new materials such as ceramic. Now about a decade on from their initial introduction to the market, the cost has gone down significantly and designers are using them in applications where formerly only steel balls were used. The switch to ceramic balls means, among other things, less maintenance, especially in medical applications, eliminating the need for lubrication which steel balls required.
Making miniature balls to high tolerances
Major improvements have also been seen in the manufacture of miniature balls used in many types of computer storage equipment, medical and dental devices, aerospace equipment, laboratory instruments, and other devices. While larger balls are headed into a ball, miniature balls smaller than 1/16 in. are slugged or chopped from wire. First, the wire is inspected for size, surface finish, and surface and internal integrity. The wire is then cut or slugged into cylinders in an operation that typically produces 100,000 pieces per hour.
The parts are then placed in a flasher where they ride in grooves between the faces of two cast iron disks. The inside of the grooves are rough, which tears the flash off of the balls. One wheel rotates and the other is stationary. The stationary wheel has an opening so that the balls can be fed into and taken out of the grooves. A special conveyor feeds balls into one hole. The balls then rattle around the groove and come out the other hole. They are then fed back into the conveyor for repetitive trips through the wheel grooves. The process continues until the balls are fairly round, just larger than the proper size and the flash is completely gone. Stock removal in the flasher is approximately 0.006 in., varying with the size of the ball. The balls are left oversize so that they can be ground to their finished size after heat treatment.
After flashing, the balls move to a ball grinding machine where they are soft ground. Stock removal in this operation is typically 0.008 to 0.010 in. The grinding or lapping machines have one stationary and one rotating wheel or plate. Following soft grind, the balls are cleaned and dried and then put through a roll grading operation. The roll grader consists of precision rotating rolls positioned so that balls of the correct size pass between the rollers while those that are too large or too small drop out. The balls are then heat treated to ensure proper hardness and reduce retained austenite or to meet special requirements.
After heat treating, the balls move on to hard grinding. Stock removal in this operation is approximately 0.006 in. Then comes another series of cleaning, drying and roll grading steps. Rough lapping removes around 0.0006 in. and improves the sphericity to at last 25 microns and in most cases 10 microns. Depending on the size, the ball is then either screened or roll graded. Finish lap is a light polishing operation that removes 0.0002 in. of stock and further improves the sphericity to 3 to 5 microns. Stainless steel balls also undergo barrel cleaning and passivation before moving on to a centrifuge dry and then onto final inspection and gauging.
The end result is improved surface finish. Minimizing the waviness of the surface results in a much quieter bearing with little or no noise. This is helpful for applications in computer technology such as hard drives or in medical equipment where noise needs to be minimized.
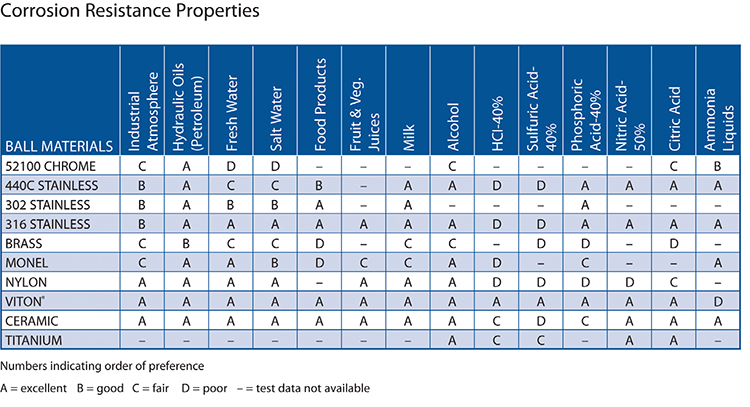
Here’s a look at the corrosion resistance properties of various ball bearing materials.
Saving weight in airplanes
One recent example of an application using new ball designs is in the cargo section of airplanes, which reduces weight and fuel consumption. Long before the recent hike in fuel prices, the air cargo industry was looking for ways to reduce weight to save fuel. The air cargo bay that carries freight within industry standard containers known as unit load devices (ULDs) was a targeted area. Load-handling personnel use ball transfer units (BTUs) to rapidly load, position and unload ULDs within the cargo bay. BTUs consist of cases containing balls that protrude upward to contact the bottom surface of a ULD. Typically 1-in. diameter balls are used with the top tangent point of the ball positioned 0.25 in. above the top skin of the panel. The solid 1-in. balls weigh 67 grams and are typically supported within the case by a race of 1/8-in. balls enclosed in a housing.
Ball transfer units are arrayed in housings to construct ball panels used to line the cargo surfaces of airplanes. A larger airplane has tens of thousands of balls in its cargo bay, generating a substantial amount of weight. The challenge was to produce balls substantially lower in weight while still being able to withstand the 6,000-lb crush loads. The solution was to produce a hollow ball bearing by stamping two semi spheres from 440 stainless steel and weld them together.
The biggest challenge was the welding operation, in which the two halves of the bearing have to be lined up perfectly and then bonded together to withstand loading and prevent leakage. After the balls are welded, they are flashed to remove the weld band, soft ground, heat-treated and hard ground to precision tolerances. Balls that require moderate levels of precision are then tumbled in a barrel, cleaned and passivated to provide corrosion resistance. Higher precision balls are lapped and then cleaned and passivated. The heat treating process has been refined to increase the surface hardness of the balls to avoid marks and indentations and provide longer life.
The hollow ball weighs only 21 gr, providing a savings of 47 gr or about 0.1 lb for each ball. This represents a 69% weight reduction compared to the original solid design. As an example, a C-130H Hercules military transport has cargo bay dimensions 36 ft long by 9 ft wide resulting in a floor space of 324 sq ft. The ball panels used to cover the floor have approximately 40,000 balls, resulting in a weight savings of approximately 4,000 lb using hollow balls. Typical benchmarks for fuel savings for a specified weight reduction are about 0.0036 gal/lb/hr. So, based on 2,000 annual flight hours, reducing weight by 4,000 lb will save approximately 28,800 gal of fuel per year. This represents a savings of approximately $43,200 per year per aircraft at current jet fuel prices. Hollow balls have also been applied to other applications such as flow valves that require a ball that is both light and magnetic.
Improving automobile safety
Although an older application example, mechanical airbag sensors represent another critical application. A hollow tube in the sensor is used to guide a ball. The ball is held in place by a spring at the open end of the tube. When the sensor is assembled, this spring is initially displaced by the ball, which creates a preload. The sensor is designed to trigger when a sudden vehicle deceleration causes the ball to suddenly accelerate out of the tube. The ball overcomes the preload on the spring and displaces the spring until it contacts a second spring placed in its path. The first spring contacting the second completes an electric circuit that triggers the operation of the airbag.
The ball must maintain the same clearance with the tube over the wide range of temperatures in which vehicles are used. The stainless steel material for the tube was selected first so the challenge for the ball manufacturer was to find a ball material to provide the same coefficient of thermal expansion. The one material that was found with the right coefficient was stainless steel type 431. But no one had ever made a ball out of 431 stainless, much less one with the close tolerances required in this application. The ball requires a spherical tolerance of 0.000010 in., a size variation of +/- 0.000010 in., and a surface finish of under Ra 1.
These tolerances would not be that difficult to meet with a hard material like 52100 chrome or 440C stainless, both of which have a Rockwell C hardness in the 60s. But 431 stainless has a Rockwell C hardness of only about 40. The tendency of the material to deform as it’s processed makes it much more difficult to achieve these tolerances. The ball was produced by first performing a cold heading operation on a coil of wire. The result is a ball that looks like the planet Saturn, with a ring around its middle made up of material that was forced between the two halves of the die. This ring is removed by a machine called a flasher.
The next step is heat treatment, which includes cryogenic freezing and tempering. The balls are then ground, finish lapped, cleaned and passivated. Finally, gold plating is applied to provide further corrosion resistance for these critical components. Even though these mechanical airbag sensors have been largely superseded by microelectromechanical (MEMS) devices, their record of protecting the occupants of tens of millions of vehicles without a single recorded failure has never been matched.
Discuss this on The Engineering Exchange:
Thomson Industries, Inc.
www.thomsonprecisionball.com
::Design World::
Filed Under: Aerospace + defense, Bearings, Automotive, Motion control • motor controls




Tell Us What You Think!