A new design technique produces corrosion-proof and waterproof stepper motors, extending motor life in harsh outdoor conditions.
Electric motors used outdoors are susceptible to temperature extremes and moisture build up, leading to internal corrosion that quickly shortens motor life, causing early motor failure. However, a new approach to preventing corrosion and early failure uses a system of rugged corrosion proof coatings that are applied to all metallic surfaces both inside and outside the motor, protecting them from moisture and corrosion.
A new technique for providing corrosion protection used by Moons’ Industries (America), Inc. applies a protective coating to all the parts of a stepper motor, both internal and external.
The traditional solution to corrosion problems was to seal the motor in order to keep out moisture that leads to internal corrosion. Shaft seals and end cap/housing seals will delay, but not stop, the penetration of moisture into the motor. Moisture will eventually find a way through any seal helped by temperature variations. Once the moisture is inside the motor, the seals act as a barrier to any removal of the moisture. In addition, shaft seals typically cause a loss of 3 to 15% of shaft torque due to rubbing friction. Also, because motors repeatedly go through cycles of heating and cooling, the air inside the motor expands and contracts. As the air inside the motor contracts, a small amount of moisture is sucked inside the motor. This eventually leads to some internal corrosion, to which hybrid step motors are particularly susceptible.


Using the MIL-STD-202G salt spray test, a conventional motor (left) after 48 hours of salt spray exposure developed a locked rotor and could not operate. The Moons’ motor (right) was subjected to 140 hours of salt spray testing and operated normally after the test.
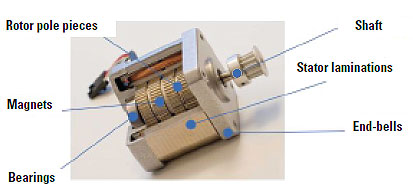
The coatings that were previously used were not rugged enough to protect the soft-iron magnetic and metallic materials inside a step motor over its design life. The new technique applies the coating to every surface and structure inside and outside the motor, including the rotor, stator, and housing. It essentially coats every one of the surfaces that could potentially rust, such as steel and aluminum. The material selections and coatings are tailored for each motor component. For example, the permanent magnets, aluminum endbells, and steel laminations use coatings, and upgraded base materials as needed to protect the parts from corrosion, while maintaining motor performance.
Step motor basics
Corrosion can be a problem for all types of motors. Moisture and rust can lead to electrical shorts, bearing failures and overheating. In addition to the problems other motor types have with moisture and corrosion, step motors are particularly susceptible to having the rotor lock up. This is due to the extremely small air-gaps required for these motors to produce good torque. Even a small amount of corrosion can bridge the gap between the rotor and stator, and lock the parts together so the motor no longer rotates.
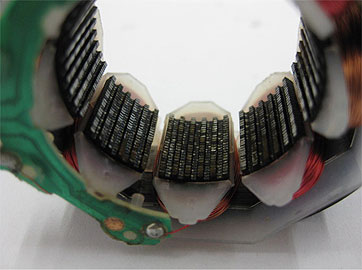
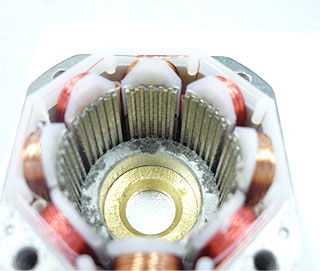
A hybrid step motor is a type of synchronous, brushless, permanent magnet motor that uses laminated steel or soft iron pole pieces. They incorporate fine teeth distributed around the rotor and stator to create a multi-pole machine (usually 50 or 100 poles). The large number of magnetic poles acts as a torque multiplier and simultaneously a speed limiter. To further increase torque, the air gap between the rotor and stator is extremely small, the smallest of any electric motor, with a typical gap of .002-in. or 0.05mm. This smallest of mechanical clearances between the stator and moving rotor makes the unprotected hybrid step motor particularly susceptible to the effects of moisture-induced corrosion.
Hybrid step motors operate best at speeds below 1,000 rpm, and have more continuous torque than equivalent sized conventional brushless motors. The motor moves in precise increments, called steps. For instance, a 50-pole, 2-phase, hybrid step motor achieves a 1.8-degree full step-by-step movement, while the 100-pole motor achieves a 0.9-degree full step-by-step movement.
Testing the coatings
Verifying the corrosion proof properties of the new coatings involved reviewing the available salt atmosphere or spray tests used extensively by the industrial and defense industries. MIL-STD-202G, test method 101E, is an all-purpose accelerated corrosion test, and the toughest corrosion test for commercial and industrial applications. Even though it is a military tandard, it is still useful for commercial and industrial applications, a notable difference being the absence of any altitude requirement. This corrosion test format and procedure was used to evaluate the corrosion proof capabilities with one important change. The test was extended to 140 hours continuous testing. This condition is higher than all specified test conditions, except for one used primarily by the defense industry itself.

The rotor of the conventional motor after the 48-hour salt spray test shows extensive damage.
The test was run on both treated and untreated step motors. After 40 hours of salt spray testing on an untreated step motor, the untreated motor was removed from the test chamber and energized and failed to operate. The primary reason for the failure was corrosion (rust formation) between the rotor and stator.

The rotor of the Moons motor after the 140-hour salt-spray test shows little to no impact of the salt spray.
The corrosion-proof coated step motor showed no corrosion formation after 140 hours of exposure to the equivalent salt stray test. In fact, after the test for corrosion, the step motors were successfully performance tested and operated.
The MIL-STD-202G standard
To test their new coating system, Moons’ used the MIL-STD-202G, a salt-spray test where the device under test is subjected to a fine mist of salt solution. In general, the test does not indicate whether a device or material will survive under any and all corrosive conditions. What it does best is help to evaluate the uniformity of protective coatings.
MIL-STD-202G spells out a number of test parameters including the exposure chamber, a salt solution reservoir, an atomizer for the salt solution, controls for chamber heating and a means to humidify the air.
The parameters for the salt spray test setup (shown in the photo) were:
5% (+/-0.1%) concentration of salt solution
6.5 – 7.2 pH
35 +/-2°C
1 kgf spray pressure
140 hours of continuous spray time

The test setup used in the salt spray test using a 5% salt solution.
More information about the MIL-STD-202G standard and other military specifications and standards can be found at the Department of Defense’s web site for documentation at http://dodssp.daps.dla.mil/.
Discuss this on the Engineering Exchange:
Shanghai Moons Electric, Ltd.
www.moons.com.cn
::Design World::
Filed Under: Seals • O rings, Motion control • motor controls, Motors • stepper, Seals




Tell Us What You Think!