By George A. Jaffe, Steinmeyer, Inc. and Alexander F. Beck, A. Steinmeyer GmbH
The debate over which type of screw is best continues. While amount of travel and backlash are often cited as useful differentiators, another one to consider is the manufacturing process and how it affects accuracy and screw performance.
True or false? — Rolled ball screws cost less than ground ball screws and work just as well. The cost of a rolled ball screw is certainly less, sometimes 50% less, than that of a ground ball screw, but what about its performance? Can the performance of both types of ball screws be considered comparable? We say no for the simple reason that the accuracy of a ground ball screw will always surpass that of a rolled ball screw, even if the specified lead error is the same.
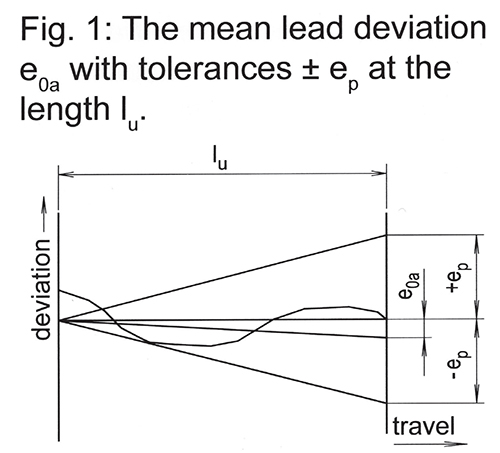
Figure 1: To specify lead accuracy, three values are commonly used: ep, e300, and e2π to find the average actual lead deviation over full travel, deviation per a 300 mm interval, and the lead variation within one revolution of a screw thread.
Ballscrew accuracy
The accuracy of a ball screw depends on several factors besides how accurately the nut travels down the length of the screw. First, though, it’s important to understand what we mean by accuracy, or specifically, lead accuracy for a ball screw. For a comprehensive specification of lead accuracy three values are commonly used: ep, e300, and e2π (figures 1, 2 and 3):
ep – is the average actual lead deviation over the full travel of the nut on the screw.
e300 – is often referred to as deviation per 300 mm interval. It is important to know whether this is cumulative or not. For example: accuracy grade 5 per DIN/ISO specification lists a maximum lead deviation of 23 microns per 300 mm (figure 4). However, referring to the specification table for ep (figure 5), a 900 mm long screw has a maximum total deviation of 40 microns, not (900 ÷ 300) x 23 = 69 microns. Therefore, if the designer is comparing a ball screw with only a specified “deviation per 300 mm” to one governed by DIN / ISO or JIS accuracy grades, it’s important to understand there may be a significant performance difference.
e2π – is the lead variation within one revolution of the screw thread. This parameter has more impact on equal load distribution among the balls than on axial nut travel, and thus may affect the predicted life.
Because applications demanding high lead accuracy may also be more demanding with regard to other quality issues, the DIN/ISO standard links other properties to lead accuracy. For example, when the goal is to position a slide precisely, consider aspects such as stiffness and friction torque consistency of the whole assembly.
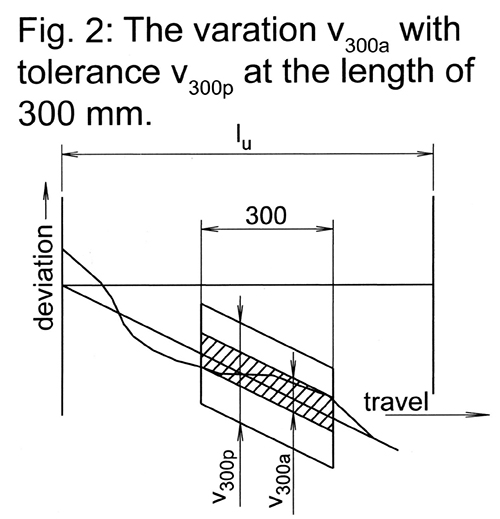
Figure 2: For deviation per 300 mm interval, ask whether this is cumulative or not. There may be significant performance differences when comparing a ball screw with a specified “deviation per 300 mm” to one governed by DIN / ISO or JIS accuracy grades.
The DIN/ISO standards include parameters such as screw straightness, bearing journal concentricity, preload torque consistency, nut squareness, and so on. But, while a screw may be accurate in terms of lead error, if the journals are eccentric (as is the usual case with a rolled screw) the screw will exhibit poor torque consistency once installed, making it difficult to fine-tune the servomotor for optimum performance.
By considering only lead accuracy as a selection criterion, many important characteristics that can affect performance go unnoticed, especially in rolled screws. For example, periodic lead errors induced by errors in ball screw manufacturing equipment (such as eccentric, worn or wobbling rolling dies), may not readily show up because they are masked by the nut riding on several ball circles. But this can cause uneven load distribution and thus affect life and stiffness.
Ball screw applications
Traditionally, there has been a distinct separation in applications for rolled and ground ball screws. Rolled screws were typically used in non-precise applications, such as in pick-and-place devices, and as actuators. Ground ball screws were used as the drive mechanism in precision machine tools (milling machines, lathes, profile grinders, turning centers, EDM machines, and so on). Additionally, ground ball screws have been the product of choice for precision XY tables used in, for example, semiconductor wafer inspection equipment. But much has changed, and it is not uncommon for rolled and ground screws to be found in many of the same type of applications.

Figure 3: The lead variation within one revolution of the screw thread parameter has indicates load distribution among the balls (more so than on axial nut travel), and may affect the predicted life.
In the early days of servo systems, rotary encoders located at the back of the drive motors provided position feedback. System positioning accuracy relied on the lead error of the ball screw. Ground ball screws were exclusively used whenever positioning accuracy had to be within 0.025 mm per 300 mm. More recently, with advances in the rolling process, rolled screws are produced with lead errors meeting ISO5 class. And now, because of their competitive costs, linear encoders are a common choice of position feedback. Given these additional choices, some designers might think: “If I use a linear scale in my application, I can save money with a rolled screw instead of a ground screw because, as long as the nut is preloaded for zero backlash, the scale will determine the accuracy.” But there are drawbacks to this idea. The process machine could become noisier and exhibit servo instability due to excess torque variation, which could result in production inconsistency from lot to lot.
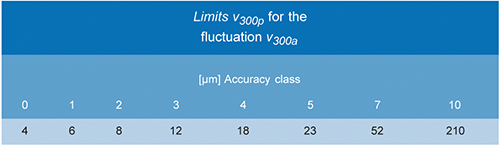
Figure 4: This table shows the limits of fluctuation.
Different production methods
To understand the reasons for the differences in performance, it’s important to review the manufacturing process of rolling a screw thread versus grinding it. There are two main differences in the manufacturing processes of rolled and ground screws:
1. Rolled screws are produced by forcing round bar stock through rotating dies to form the thread. The long rolled bars are then cut to length and heat-treated.
Cutting them to length before rolling would cause inaccuracies near the ends. Centers and bearing journals are machined only after the thread has been finished, which can make it more difficult to maintain concentricity between the ball thread and bearing journals. On ground screws, journal machining is performed prior to thread grinding, which ensures precise concentricity with the ball thread.

Figure 5: This table shows the limits for lead error
2. Any inaccuracies caused during the traditional rolling and heat treatment process still exist in the finished product. Rolling is a one-step process that involves heavy forming and significant stresses in the material. The subsequent heat treatment produces stress that tends to lengthen the screw. This “growth” can be inconsistent and difficult to predict during the fabrication process. These reasons are why once rolled, no corrections can be made.
Lead errors resulting from this procedure are normally accumulating, so it’s a good idea to check the manufacturer’s definition of lead accuracy. Plus, the typically rougher finish may also cause potential problems, including greater noise and vibration especially in high-speed operation; and higher torque variations due to preload changes as the nut traverses the screw.
Grinding a ballscrew, on the other hand, finishes functional surfaces, such as the O.D. of the ball thread and the thread itself, one at a time while still maintaining concentricity and squareness — because the same centers are used for grinding all critical surfaces. With grinding, the manufacturer may also split the process into smaller steps and insert quality control procedures or other processes (re-straightening or heat treatment to release material stresses) before the screw is given a finishing touch.
In addition, the order of steps can be adjusted, for example, finishing the threads after all rough machining has been completed. These steps can deliver better overall accuracy, and address specific demanding specifications one at a time. Inserting quality control procedures before the final finishing also reduces scrap, ensures better quality consistency, and can significantly reduce overall cost.
The selection of ground screws can give you more flexibility in design: full shoulders or oversized journals are unobtainable with rolled screws unless the screws are made of several joined parts, such as shrunk collars or friction welded journals. In general, “assembling” a ball screw by using welded journals is not recommended.
Figure 6 shows the processes used for both rolled and ground ball screws – the key point being that for ground screws all key characteristics and measurements are referenced to the theoretical centerline of the shaft and are represented by the centers at the shaft ends.

Figure 6: Rolled and ground ball screws go through different manufacturing steps that affect their performance. For ground screws, all key characteristics and measurements are referenced to the theoretical centerline of the shaft and are represented by the centers at the shaft ends.
The latest manufacturing uses the best of both
Grinding is still considered more expensive than rolling. But this view is not necessarily true because grinding has been recently combined with a special pre-rolling process to obtain advantages from both. Screws may now be pre-rolled (thread only partially formed) and then touched up on a thread-grinding machine to eliminate inaccuracies resulting from the rolling process. This allows the manufacturer to obtain important technical process advantages, since releasing stresses from heat-treated material can be reduced. The basic idea is to remove less material during grinding to achieve more consistent results in terms of lead error, straightness, thread profile, and so on. Accuracy of such screws is equal or even better than that of conventional ground screws, while maintaining the economical advantages of the rolling process to a large extent.
So, beware the next time you hear that “a rolled ballscrew is just as good as a ground ball screw.” Now you know what specifications and processes to question to make an objective comparison.
Discuss this on The Engineering Exchange:

Steinmeyer, Inc.
www.steinmeyer.com
Filed Under: Factory automation, Ballscrews • leadscrews, Screws • nuts • bolts, FASTENING • JOINING • locks • latches • pins, Encoders • linear, Encoders (rotary) + resolvers, Motion control • motor controls, Mechatronics




Tell Us What You Think!