(This is the second article in a two-part series, the first of which can be found here.)
Dr. Cliff Jolliffe
Head of Automation Market Segment
Physik Instrumente (PI) GmbH
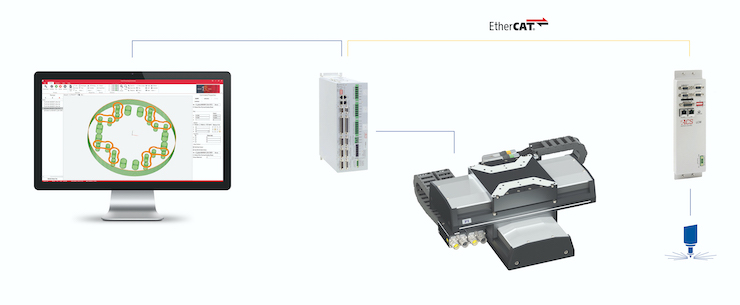
Modular controllers offer an easy and straightforward way to link a laser to multi-axis positioning systems. For instance, PI’s ACS Laser Control Module (LCM) introduces a modular way to construct motion systems, based on the EtherCAT industrial network. It doesn’t rely on encoder data and allows drives to select specified axes requirements. This new approach offers system integrators – particularly those who are new to the field – a far quicker and easier way to significantly expand their capabilities when it comes to laser control and gives them the flexibility to add high-performance multi-axis capabilities only when they are needed, simplifying the system architecture of the drives.
The LCM doesn’t change the types of drive used for motion but simply connects to the existing network. The simple architecture of an add-on module is suitable for laser control. There’s no need to change the drive types, which greatly simplifies the cabinet design. Plus, there are no changes to the existing hardware, which reduces stock requirements for spare parts. There’s also no additional wiring except a simple Ethernet cable. This approach makes it really quick, easy, and extremely cost effective to construct a universal drive offering high performance that covers every eventuality.
Sharper performance, simple connectivity
The ability to use any type of feedback is hugely advantageous from a system integrator’s point of view because it offers the potential to mix axes with or without encoder data, combine incremental and absolute encoders, or incorporate kinematic systems that cannot interpret direct output from encoders. This means that a total system solution that uses the right technology to solve the problem can be created.
Multi-axis control systems use output encoder pulses from each axis and feed these back to a central location using wiring. This sometimes involves complex encoder cables that split the signal between one axis drive and the central controller, adding complexity and wiring to the system. In contrast, the new modular concept adds PEG (position event generation) to an entire drive system using the well-recognized industry standard EtherCAT – integrated with a simple Ethernet cat5e cable – taking the individual path information directly from each motion device on the EtherCAT bus and linking the positional information from multiple axes to a single PEG output. This data is then used to generate laser control events along the combined vector path, controlling the laser attached to the system.
However, when it comes to using no feedback in these systems, some things have to be considered. Using stepper-motor-driven stages for laser control must be undertaken with caution. Open-loop positioning does not provide information when a motor has lost position due to a potential fault, but it does open up the method for lower cost and less demanding motion applications. In addition, there are certain situations where absolute encoders are ideal because they do not require referencing at machine power-up. This can help avoid collisions of stages or parts with obstacles in the machine layout, letting the system intelligently create regions where the stages should not enter, or provide additional flexibility when unusual or oversized parts need to be processed.
In systems where the three-dimensional coordinate system is made up of complex kinematics, or paths created from nonlinear devices such as rotary stages, it’s necessary to create motion path data that is not related directly to encoder feedback. The LCM can function without the use of encoder data, so it works well with either of these scenarios.
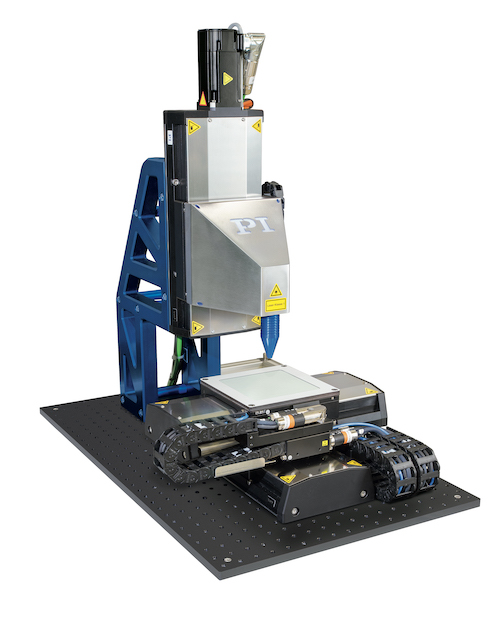
In the case of gantries, in general they have two motors to move the bottom axes, guided by two encoders directing the base of the system; other control signals also come from side encoders. However, these encoders may generate different readings and there is the potential for firing in the wrong place. The risk of this happening increases with wider gantry systems with a long cross axis or high dynamics. The LCM combines the data from the two encoders in line with the carriage (laser) and effectively removes the effect of having potentially two conflicting feedback sources that could lead to inaccurate firing. ACS controllers provide PI gantries with additional controller algorithms that, in real time, enhance stability and positional accuracy across the whole travel ranges of the system. These facilitate low following error and disturbance rejection that again ensure the laser is fired at the right position.
Opening up control options for new laser technology
Laser material processing is now a significant aspect of industrial manufacturing – used for tasks ranging from heating for hardening, melting for welding and cladding, and the removal of material by drilling and cutting – and many of the new technologies would benefit from a system that could synchronize laser pulse control with motion.
For example, high intensity femtosecond laser processing, which is becoming more common as more industry-proven commercial lasers become available, is considered a cold process because the material being processed does not heat up during the interaction. This type of processing includes texturing of surfaces to decrease reflectivity, provide hydrophobic surfaces, or create chemically-reactive surfaces. It’s of particular interest in the automotive industry, where the push for improved efficiency is driving the reduction of friction of moving components, to lessen the use of lubricants and improve durability.
Another useful property of the ‘cold’ ablation of high intensity lasers is the ability to drill clean, small, deep holes in materials without damaging the surrounding material. This technology is now commonly used in the medical industry for fabricating vascular stents and it’s been widely adopted for holes with diameters of microns and a large depth-to-diameter ratio. Other applications include the dicing of glass that allows the processing of the back of a surface without damaging the front. This application is simply not possible using conventional mechanical diamond blade dicing techniques.
Micromachining and welding are commonly carried out by nanosecond fiber lasers. Although the fiber laser has longer pulse duration than femtosecond lasers, it can be used with careful control of pulses and processing parameters. In this type of laser processing, the energy is eventually converted into heat that dissipates out of the laser spot, beyond the duration of the laser pulse. Essentially, fiber lasers keep costs lower; so if the process is controlled and the results are suitable for the application, they make a lot of sense.
In all of these applications and more, controlling the pulse duration, frequency, and placement is key to changing the laser process capabilities, quality and intermolecular interactions.
Basic modes of operation
The simplest method of laser control is to define the switch-on and switch-off positions. Here, the laser power control is set by the laser itself or an additional analog input is used for power related to speed.
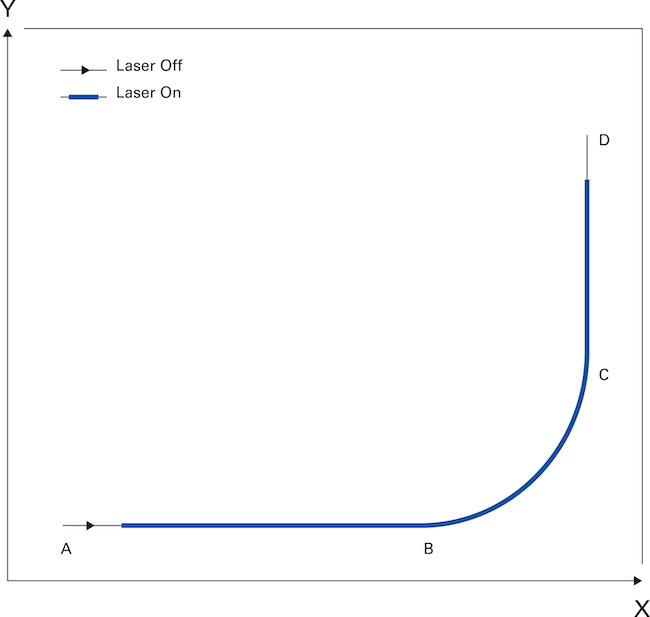
(Courtesy PI)
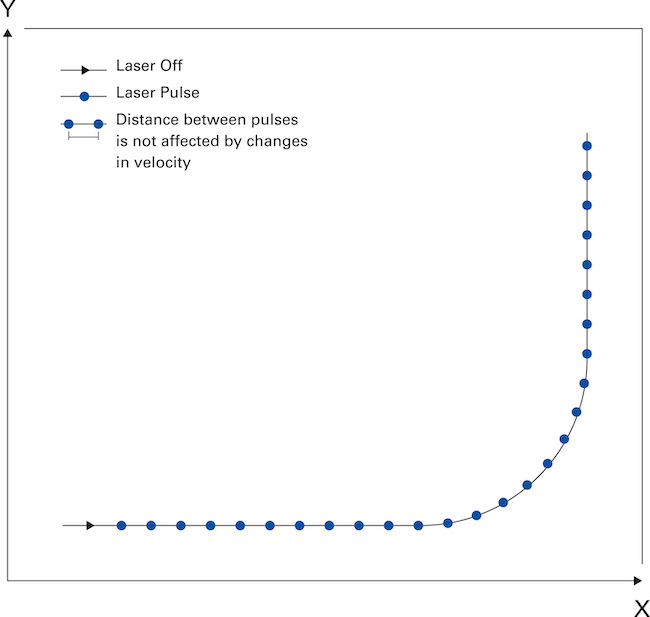
The next method to consider is distance-based pulse control, which is when the laser expects to see a trigger at a fixed distance, along the path. The user defines the switch-on and switch-off positions, as before, but the firing signal is not continuously on. The controller may use this pulse to create a single shot from the laser or a combination of pulses for a particular laser processing recipe. Another method is based on the fact that the pulse trigger positions are not at a fixed distance but at user-specified points along the path. This is typically called random position pulsing or array-based pulsing. Some lasers have quite capable internal pulsing mechanisms and would prefer a simple gating or on/off; others require a pulse-width modulation (PWM) type input. This is useful for controlling laser power based on speed.
To improve application and process throughput, both pulse and PWM input can be controlled by advanced laser control capabilities from the laser firing controller. The different methods can also be combined to offer even greater flexibility, precision, and throughput.
The combination of high resolution, multiple axes and high speed within one system can be problematic for a user to calculate the distance along the outputting vector path. However, laser firing modules like the LCM calculate the vector path for you. This makes it simple to define a fixed distance along the path, even when the path may be physically in one direction or a combination of multiple axes. In addition, modules like the LCM can subdivide the resolution of the encoder so that the firing position occurs below the natural resolution of the system, potentially improving placement accuracy.
It’s also possible to define a series of pulses that occur after the initial pulse. This can be used where an event may require a series of pulses or a laser may expect an addition excitation pulse, or multiple pulses to build an average power level from the laser.
Rather than telling the system to fire at fixed discrete positions, it’s also possible to define an array of positions where firing occurs. This can be used when an event may trigger a single shot or an alternative processing regime; for example, due to a material or process change (cutting versus welding).
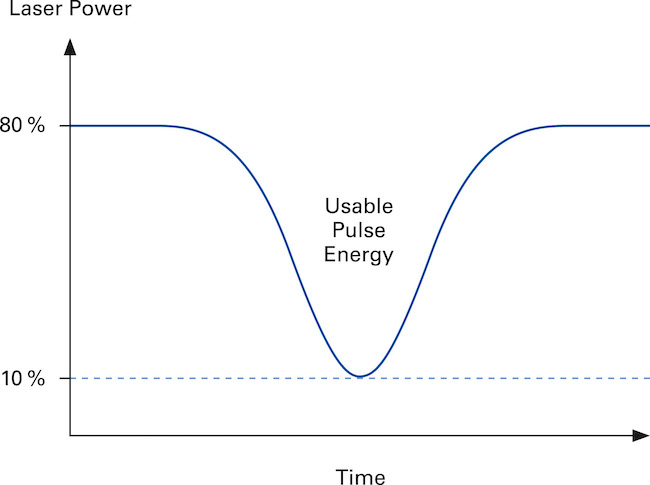
Some users may simply need to tell a laser where to turn itself on or off. The laser power may be controlled, for example, by an analog input (typically a 0 to 10 V signal). Alternatively, laser power can be controlled by a combination of modes; for example, fixed-distance pulsing or PWM. Windowing can be overlaid with these methods to simplify the laser processing areas. This typically uses an array method to define the start and end of the window.
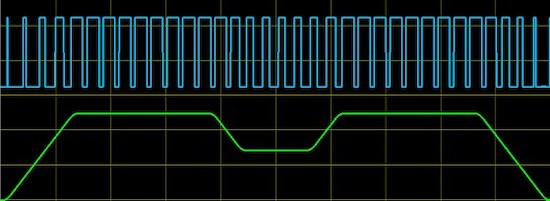
With PWM mode, which is a method common in electronics, it directly controls laser power by using PWM to adjust the duty cycle. Hybrid modes are also available that combine PWM with pulsing at user-defined intervals, allowing nonlinear or varying firing events. In addition, zones of operation can be created, giving even tighter control over where firing or modulation takes place.
Physik Instrumente (PI) GmbH
www.pi-usa.us/en/
Filed Under: Linear Motion Tips