Belt driven actuators are the workhorses of the electromechanical world, offering longer stroke lengths and faster speed capabilities than screw driven designs, with less inertia and better resistance to contamination than rack and pinion drives. And although linear motors boast better positioning accuracy than belts, the price-performance ratio of a belt driven actuator is difficult to beat.
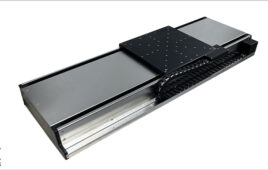
Traditional belt driven actuators: Simple and cost-effective

Image credit: igus
Belt drives actuators have been used for decades in applications ranging from high-speed transport to basic positioning. The most common designs using an aluminum extrusion housing for protection against contamination, or an open-frame design for lower weight and reduced cost. Belts are commonly made of steel-reinforced polyurethane, paired with recirculating ball linear guides or wheel-based guide systems.
Despite their inherent versatility, belt drive actuators continue to evolve, with manufacturers introducing new designs to reduce size, weight, and cost — making them better able to compete with lead screw actuators.
To achieve, this recirculating ball or wheel-based guides are replaced with plain bearing guides made of plastic or composite, and carriages are made of aluminum or even thermoplastic. Although plain bearings have lower load capacities than steel ball or roller bearings, they do offer a benefit in harsh environments, withstanding debris and chemicals better than their steel counterparts. And because these lower-cost versions aren’t meant for high-accuracy positioning, non-reinforced neoprene belts are often suitable.
In these designs, not only is material cost significantly reduced, but weight and inertia are also kept to a minimum, which means the driving components — motor and gearbox — can also be downsized, further reducing the cost of the overall system.
Belt driven actuators as cantilevered axes

Image credit: Bosch Rexroth
For applications where the carriage is stationary and the actuator body is the moving part, the traditional configuration, with the motor driving a pulley at the end of the actuator — is less-than ideal. This is because in the carriage-fixed, body-moving scenario, the entire motor-gearbox assembly has to be moved along with the actuator body and mounted load.
To address these applications, some manufacturers have introduced belt driven actuators that incorporate the pulleys into the carriage, so the motor-gearbox assembly mounts directly to the stationary carriage. Removing the motor-gearbox mass — which can be significant — from the moving part of the actuator reduces the driven load and the reflected inertia. This, in turn, allows the actuator to move at higher speeds and accelerations, for more dynamic motion profiles.

Image credit: Bosch Rexroth
Belt driven designs that rival ball screw capabilities
While some manufacturers have focused on reducing costs and making belt driven actuators more suitable for simple positioning tasks, other manufacturers have taken the opposite view in terms of performance, developing belt drive designs that mimic rack-and-pinion configurations. These designs allow belt driven actuators to achieve positioning accuracy that rivals some ball screws, without the length and speed limitations inherent to ball screw driven systems.
One such design, manufactured by Bell-Everman, uses two belts — a stationary belt, analogous to the rack in a rack and pinion system, and an “active” belt that rides through the actuator’s carriage, which contains a driven pinion with an idler roller on each side.
Image credit: Bell-Everman
The benefit of this dual-belt, rack-and-pinion-like design is that the belt is only in tension as it rides around the pinion, so stiffness is constant along the entire length and belt stretch is greatly reduced. It also reduces or eliminates backlash, so these belt-driven designs can achieve unidirectional repeatability as high as ± 10 microns — much better than a traditional belt system and approaching that of some ball screw drives.
In addition to new actuator designs, advances in belt geometries and materials have also opened up new applications for belt driven actuators. For example, curvilinear and modified curvilinear tooth profiles provide higher thrust force capabilities than the traditional trapezoidal tooth profile, while Kevlar-reinforced belts provide better shock and impact resistance — and less stretch for a given force — than traditional steel-reinforced belts. And new tooth geometries can reduce belt noise due to meshing between the belt and the pulleys.
Filed Under: Linear Motion Tips