Looking at an application from a mathematical and motion control viewpoint has allowed Gloucester, U.K.-based LMS ServoTechnics (LMS) to provide the best mechanical system solution in automation systems. Doing so has also reduced cost and complexity of the mechanical set-up, while maintaining straightforward machine operator control where easily understood ‘real unit’ parameters are transformed into compound motion positions using Trio Motion MC series controllers.
Recently, LMS worked with Boldman Ltd., a supplier of work platforms and towers that ensure safety when working at heights, on a recent project for BAe Systems. Boldman needed to build a pair of 12-m high towers to vertically lift and support a large 30-m3, 2.5-ton box structure containing measuring equipment. A point of reference on the equipment and within the closed box structure needed to be precisely positioned to an accuracy of less than 1 mm and 0.1° over several meters of vertical travel, by progressively tilting the equipment to maintain its alignment to a target located away from the measuring equipment.
A traditional mechanical solution to tilt the equipment would have required a large rotary positioning axis aligned through the horizontal axis of the point. This would demand that the mechanical system—a rotary table or a large motor-gearbox—and its drive system was lifted along with the 2.5-ton box. It would have used a more robust tower and a box structure with increased weight that would require more lifting power and added costs to the solution.

Instead of using a mechanical solution to tilt this vertical lift structure, Boldman Ltd. turned to LMS Servo Technics’ Trio Motion Controllers, to independently drive it around horizontal pivot points at its front and rear and used simple trigonometry to maintain the point of reference on the measuring equipment as the tower is elevated and lowered.
Working with engineers at Boldman and BAe, LMS devised that the box structure itself—which needed to be lifted vertically—could be tilted by independently driving it around horizontal pivot points at its front and rear. The measuring equipment was fixed in a known position and vertical drive elements were arranged with two front and two rear fully synchronised linear actuators that positioned the box from these pivot points. It was then relatively simple to calculate the trigonometry to maintain the point of reference on the measuring equipment as the tower is elevated and lowered.
With the positional relationship between the linear actuators and the point of reference designed around a cost effective belt driven actuator system, LMS set about sizing the application using Stober servodrives and motors with absolute encoder feedback coupled to Stober helical bevel gearboxes. The final design that provided the required precision and torque rating was made using a simple spreadsheet.
But what really set the solution apart was that Trio Motion MC series controllers feature powerful math functions that can run complex formulas. So with a very simple TrioBASIC code, it was easy to translate the desired vertical and rotary coordinates for the reference point into absolute linear distances required for each pair of synchronised actuators. Additionally, through its 64-bit servo control and absolute encoder feedback, the MC Motion Coordinator maintains a very accurate target position even while the vertical axis is translated.
The application was developed by LMS using Trio’s Motion Perfect configuration and connectivity software with TrioBASIC code in the MC series motion controller interfaced to a Pro-face HMI. The program allows the operator to request the measuring instrument to maintain its required height and angle. In another mode, the operator may enter the vertical position in millimeters and the system determines the angle so that the measuring instrument is pointing directly at the center of a moving target, which could be up to 12 m away.
Finally, the machine’s simplified mechanical system allows the reference point on the measuring equipment to be easily changed by simply adjusting the formula. This means that the complete test stand has the flexibility to adapt for different test piece designs should the need arise—something that would have entailed physically and expensively redesigning and moving the rotary positioner in the traditional solution.
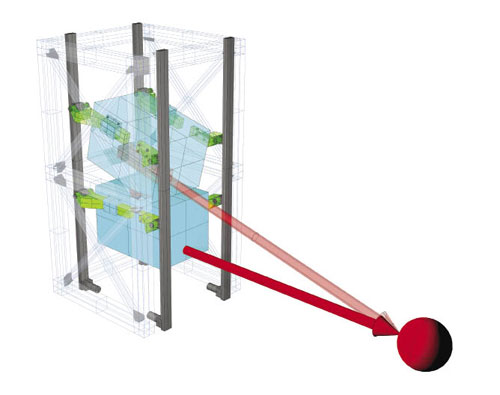
A 3D look at the vertical lift structure from Boldman Ltd. in motion using Trio Motion Controllers.
In a similar situation, LMS ServoTechnics applied this methodology to determine an angular-to-linear transformation solution for another of its customers. This customer was faced with a new requirement for its critical volume manufactured component, which was too large for its current rotary table-based machines. To use the same production process as similar but smaller angular dimensioned components, the resulting machine volumes would be impractically large and very expensive to produce.
LMS worked closely with mechanical engineers at the company to develop a novel linear X-Y positioning system with an additional interpolated linear axis and a pivoted tooling base where the workpiece is effectively rotated to achieve angular positions during the machining process. The heavy-duty positioning system is driven by Stober rotary servomotors with built-in encoder feedback. They drive precision ballscrews while the moving carriage is supported on linear motion guide bearings. Because the mechanical system was designed and developed using these components, its geometry could be used to generate the angular-to-linear transformation coordinates in a spreadsheet-based formula that would be transferred into the Trio motion controller to position the special table into each position—rapidly and to within an accuracy of less than 10 microns.
For this application, the mathematical relationship was much more involved, but the MC series controller works in a similar way to that of the BAe positioning system. Here the operator enters information for the finished product, such as part references and angular and linear position information for supplementary machining features. To accommodate these more complex requirements, additional information is downloaded and stored in the MC4 controller memory at the start of the process.
Lawrence Mummery-Smith of LMS comments, “For both applications, the operator doesn’t need to know anything about how the machine works. This is an important point—and in my opinion how a machine operator interface needs to be.”
The more complex control allows simplified mechanics but does not have to be expensive, added Mummery-Smith.
The smaller, streamlined solution was developed as an add-on to an existing production machine, saving considerable costs over the potential large rotary table solution. Additional benefits also included increased positioning precision—as linear precision positioners can usually achieve higher accuracy than rotary table driven machines—where backlash and other lost motion tends to be more prevalent. The new adapted machine can be also used for manufacture of similar components of all sizes, so opening up increased production across the customer’s full range of production.
Trio Motion Technology
www.triomotion.com
Filed Under: MECHANICAL POWER TRANSMISSION



Tell Us What You Think!