New 50G, 100G, and 200G per lane internal copper twinaxial cable assembly solutions solve emerging DC/Cloud inside-the-box interconnect problems and new technology changes. Internal cable applications and high volume usages have also rapidly increased.
For each new speed rate internal cable assembly product, design teams must closely review the detailed specifications for components, processes, and optimized rigorous testing methods. The entire supply chain for each product component needs complete validation for each product.
Most suppliers of these assemblies and related products design, test, and produce their own optimized raw cable types for each speed rate as well optimize them with their PCB receptacle connectors, cages, and heatsinks. Careful simulation and prototype measurements are key to a successful product launch. All of the components are and increasingly need to be highly harmonized in terms of electrical signal integrity and thermal integrity. Additionally, the need for electrically clean wire termination, related process controls, and advanced online system testing is also increasing.
Considerations
A need is now developing for the best pluggable style connector/cage airflow design that supports hot modules or AOCs located on the front of port faceplates. Applications are quickly moving from using pluggable-style PCB mount receptacle connectors to using cable receptacle connectors with terminated twinaxial cable pairs. These are inserted into the rear of the pluggable-cage style but you must be certain that each speed rate design optimizes with the product life cost for either 50G, 100G, and newly evolving 200G per lane internal cables supporting multiple interface type applications. Working with related connector MSA groups is key to getting the best industry specification information.
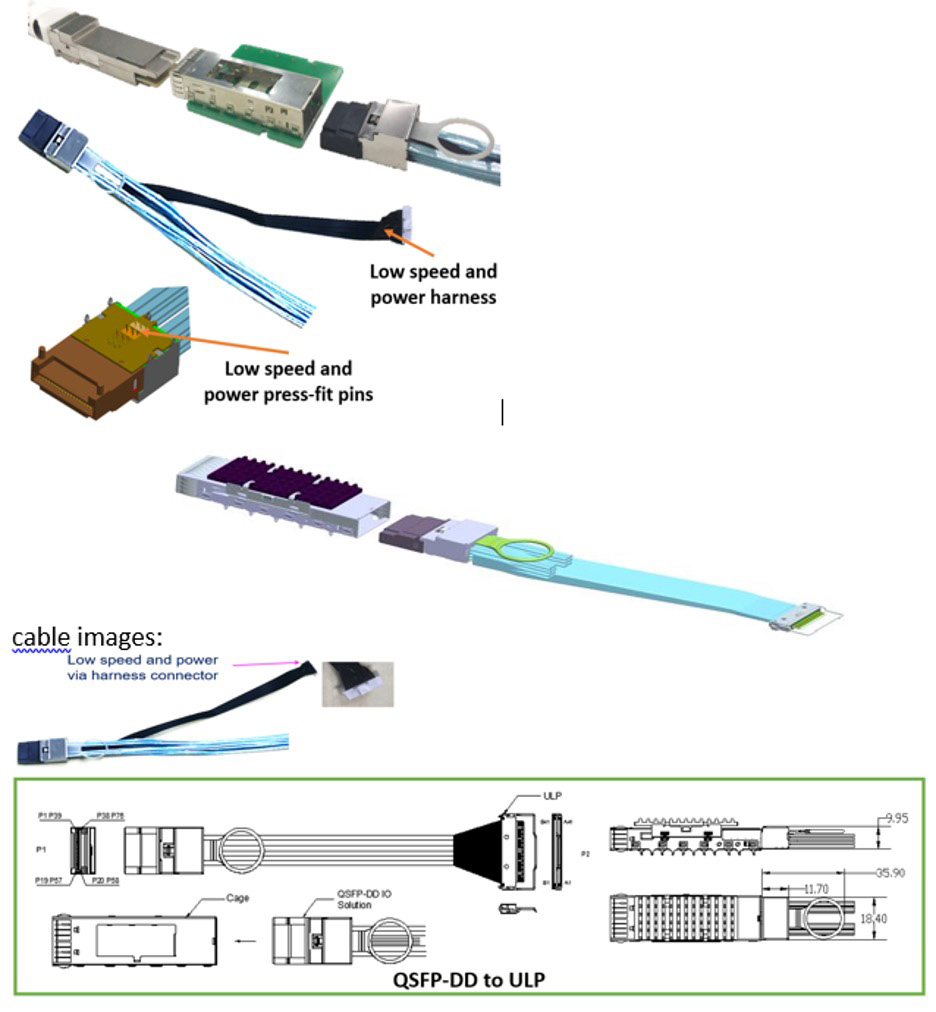
Careful considerations include making or acquiring the best oxygen-free, ultra-smooth copper conductors with the smoothest silver plating and best insulator dielectric material. Use of either ribbon twinaxial and single or dual pair cable element vary by inside-the-box design requirements. Wire conductor geometry, termination zone symmetry, and other prep need to be optimized for each targeted receptacle contact, whether it’s a pluggable receptacle-type like OSFP or QSFP-DD or next-to-chip connector contact type. See below for a typical QSFP-DD assembly and cage photo with different design options.
Actual wire termination process technology and methods is usually a closely held corporate proprietary secret and value-added manufacturing methodology. Process dwell times and other factors are key. I can say resistance reflow, laser welding, hydrogen torch, hot air-knife and other methods are continually refined using more advanced automation.
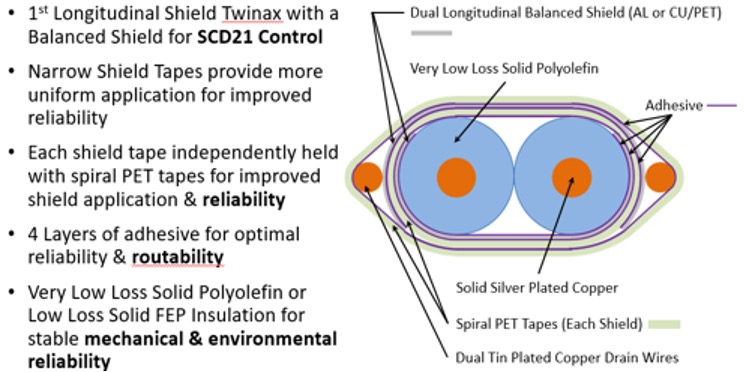
Drain wires need to be even more carefully terminated at newer speed rates when used within a shielded twinaxial pair. Different impedances such as 85 Ω, 92 Ω, and 100 Ω differential pair cable elements are carefully used per application and interoperability testing. See an example of drain and wire gage 40GHz Optimax options below.

It might be best to cut the twinaxial cable elements to-size or right at the process line and keep them flat and not on cable round reels. Folded, bend-foil ribbon cables typically lose unacceptable .5+dB per bend of the link budget at the 56G PAM4 speed rate. The wire termination zone needs to be sturdy, simple, very short, clean, and as smooth as possible. It should also stay within the acceptable performance margin ranges per spec. The best production lines are very proprietary, highly automated with very high volume ramp-up efficiency, throughput, data measuring/recording, yield, and wear life.
To ensure proper IO electrical performance with various inside-the-box thermal ramp up, cycling determined system thermal design and chose the optimum of typically three heat ranges of internal twin-axial cable. Use the right spec and design for either 45, 85, or 105 degree Celsius certified cable. Some specs extend to 125 degrees Celsius. Internal cables should meet or exceed multi-level standards of Telecordia, TIA/EIA, ISO/IEC, Enterprise DC spec, Hyperscaler DCs, Industrial Automation DCS, and other market segment standards.
Consider looking for detailed specifications that measure relative to 50G per data lane office link environment as listed. Make adjustments for testing 100G per lane at 105c.
- Temperature & Humidity using 3 cycles within 4 hours -10c to 65c to -10c with 85%RH.
- Temperature & Humidity Soak using 3 cycles within four hours -10c to 65c to -10c with 90% RH and another 5 hours at 25c with 90% RH.
- Extended Temperature using 1 cycle within 1-1.5 hours at 25c to 85c with 45%RH.
- Thermal shock Temperature using 100 cycles within 1-3 minutes from -40c to 85c with no humidity control and dwell time is .5 hour.
- Flex Cycle test to failure and Flex Cycle SI Dynamic bend per SFF-8417
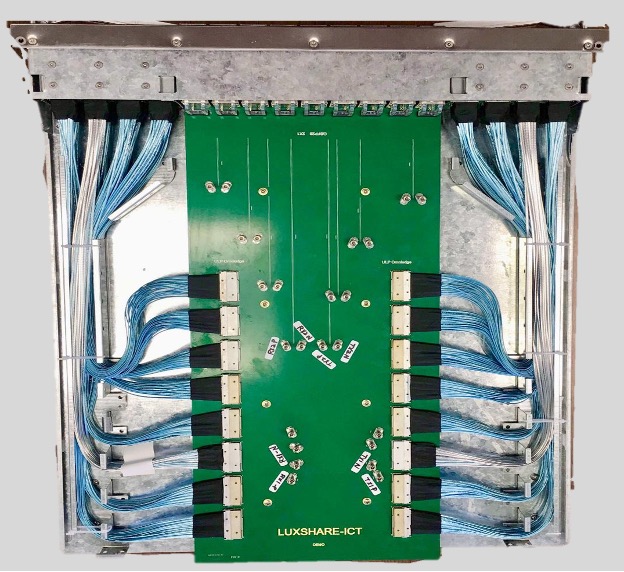
A 36 port switch can have 36 internal copper cable assemblies and is now more frequently combined into one part number harness that connects the faceplate pluggable receptacles jumping over a much lower cost PCB baseboard and connecting close to a multiple port Switch chip or a chip’s socket. Harnesses are application-specific, using various 25G, 32G, 56G, 64G, 106G, and 112G cable elements, including different impedance choices depending on IO interface spec requirements. Harness routings/radii forming within a box are variables depending on performance and specific SI parameter range requirements.
Conclusions
Chip to chip Link performance and interoperability are key when connecting internal copper cables to external twin-axial cables like on a switch faceplate. Be sure to have live IO interface cable testing data for -20c to 125c for most applications that need better margins. Internal twinax copper cabled base-planes, mid-planes, and backplanes for 56GPAM4 and 112GPAM4 are being implemented to help reduce Link IL budget as well, especially with the accelerator switch server, storage, memory, and other arrays in newer form factors like EDSFF and PECSFF. Various internal cable designs are growing and are part of the overall TAM for internal twinax copper cables.
Filed Under: Connector Tips