“Lights out” manufacturing has long been a goal for many companies. A new laboratory for Ophthonix Inc. high-precision eyeglass manufacturer comes close thanks to the creative use of conveyors, aluminium structural framing, and motor drives.
Ophthonix produces iZon lenses, the first eyeglass lenses custom-made from an individual’s “iPrint,” or unique optical fingerprint. The lenses offer wearers more accurate vision correction.
Each lens consists of a three-layer structure that requires a unique production process. The back layer is developed according to the patient’s iPrint and focuses on cylindrical correction. Ophthonix applies a unique algorithm to the iPrint to help determine this fit. The middle layer features a patented photo-refractive polymer, designed by the company. The front layer of the lens completes the structure.
Because no other lab in the U.S. could handle the high-tolerance process, management established a completely new lab. Rather than use conventional equipment, they opted to use machinery capable of cutting complex shapes into the lenses with micron-level accuracy. Then, they chose a modular conveyor system to move lenses to various workstations. The conveyor
system could be phased in and adapted to meet anticipated production increases without disrupting the entire operation.

With over 1,000 feet of Rexroth conveyors, lens polishing equipment can easily be connected into the main line as future production needs increase.
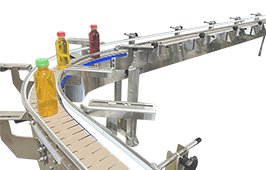
The production layout has 40 horizontal curves consisting of 45, 90, and 180 degrees. Traditional conveyors would have difficulty handling this complex layout. Each tray waits to enter the curve until the previous tray clears.

The Ophthonix lab used Rexroth’s VarioFlow conveyors and aluminium structural framing to automate its manufacturing process.
Another concern involved the inherent inefficiencies and stresses commonly found with chain driven conveyors. Rather than select a conveyor that uses a traditional freewheeling disc, the engineers chose VarioFlow S 100 conveyors, which use small bearings inside the curves to reduce friction and assist the chain. Additionally, the bearings do not require the real estate normally required by discs.
The UltraCurve horizontal curve system also allows trays to accumulate in curves. With a layout of this type, the curves reduce the number of drives required, thereby reducing up-front costs and overall power consumption.

With the Rexroth conveyors, standard robotic processing trays can accumulate in curves as they are routed to various stages of production. Rexroth uses patented curve technology to reduce friction in curves, allowing trays to accumulate in the curve while using fewer drives to save on system costs.
The company partnered with Eagle Technologies and Bosch Rexroth to design and integrate the automated lab. Because lab space is expensive, Eagle recommended taking advantage of vertical space in the 10,000 square-foot facility. Eagle engineers specified and built the conveyors, vertical buffer system, and a tray-up de-stacker. They worked with Rexroth’s Linear Motion and Assembly Technologies group to source the modular VarioFlow conveyor system and the clean-room compatible aluminium structural framing.
Pre-existing equipment was integrated with the new components. Overall, the entire system was designed to accommodate up to two autotapers, six autoblockers, six generators, 12 polishers and four robotic edgers as future production requires.
Finally, the delivery system had to provide easy access to various machines, despite varying heights of the conveyor entry and exit locations for a given station.
“The Rexroth VarioFlow conveyor system and automated equipment enables our lab to function in a constant and continuous flow,” said John Lemperle, vice president of operations at
Ophthonix, Vista, Calif.
In operation, the system releases the trays one at a time onto the production line. The lenses go to an autotaper machine that positions protective tape. The conveyor then takes the lenses to an autoblocker, which positions the raw lens relative to the tooling block, according to the individual prescription, and then affixes them together with a metallic alloy.
To prevent the lens from distortion during the generating process, it must first go through a 25 to 45 minute cooling period. The VarioFLow variable speed conveyor moves at 3 fpm through the upper level work area while the rest of the line runs at approximately 45 fpm.

The VarioFlow is a single-strand conveyor available in widths from 65 to 320 mm. Within that range, two versions suit optical lens tray transfers: the VarioFlow 90 and VarioFlow S 100. Eagle Technologies recommended VarioFlow S 100 for its wider width and UltraCurve™ design.
A vertical buffer, which assists the cooling process, lifts the lens trays off the floor to a raised area, eliminating the need for expensive tray stacking and de-stacking system. The approach is also more efficient, as the blocked lenses cool faster when they are not in a dense stack.
After cooling, the tray goes through the generating process so the lenses can receive the basic prescription curve, then to the polishing stage for the final curve finish. After de-blocking and cleaning, the lens is conveyed to a clean room where the Ophthonix proprietary protective layers are added. The lenses come back for finishing, which involves applying a finish block and then processing by the MEI System machines for edge cutting, polishing and drilling. The trays are then delivered to the assembly, inspection, and packing personnel.
Bosch Rexroth Corporation
www.boschrexroth-us.com
Eagle Technologies
www.eagletechnologies.com
Ophthonix
www.izonlens.com
::Design World::
Filed Under: Conveyors



Tell Us What You Think!