Traditional conveyor setups in food-processing and packaging industries use external gear motors as the belt-drive mechanism. But drum motors are increasingly common as an alternative conveyor drive. Here we review the strengths and weaknesses and potential improvements for both drive options.
By Davide Barbanti, Associate Professor • Dr. Giampaolo Betta, Contract Professor in Food Science and Technology | University of Parma
Part of engineering factory areas and applications — especially those in the food industry — is to pick belt drives for conveyors. Leading technologies make use of electric motors but differ in how much they maintain hygienic standards, ease installation, boost efficiency, and minimize noise and heat. As we’ll see, drum motors are a viable technology that offer distinct benefits in food-processing applications.

Hygiene regulation and conveyors for discrete motion
One industrial class of belt conveyors is for bulk material handling to transport materials such as grain, salt, coal, ore, and sand. The other for general material handling (as to move boxes along within a warehouse, for example) is what we cover here.
Belt conveyors are the most common conveyor type. Usually two or more pulleys (as drums or rollers) hold taut an endless belt loop carrying medium that travels about them. One powered pulley advances the belt and items riding on it; the powered pulley is the drive pulley while the unpowered pulley is the idler.
Belt conveyors abound in food processing to transport raw foods, food ingredients, final products, byproducts, food waste, containers, and packed food products. Here, private organizations including the European Hygienic Engineering and Design Group (EHEDG) have developed guidelines and certification procedures on hygienic design. In the European Union, regulations covering hygiene requirements for food equipment include regulation (EC) 852/2004, Directive 2006/42/EC, and others that dictate materials allowed to contact food. The European Committee for Standardization (CEN) and the International Organization for Standardization (ISO) also have harmonized standards EN 1672-2 and ISO 14159 that detail hygiene requirements to be met to comply with the European regulation.
Compliance with these criteria (along with features to ensure worker safety) are prerequisites for all equipment that runs in the food industry. But other factors come into play when choosing the right equipment, including maintenance and installation considerations; noise; space for installation; energy efficiency; and the potential for an overheating driving system.
The conveyor’s effect on food safety and quality depend on the material handled by the conveyor as well as:
- The area of the food factory where the conveyor runs
- Any zoning and segregation in the food factory
So the belt-conveyor design and installation must comply with all regulations for equipment for use in the food facility.
Two drive technologies for belt conveyors
Gear motors include the motor and gear box. Torque transmits to the drive roller (or drum or pulley) through a shaft in a way that depends on the installation.
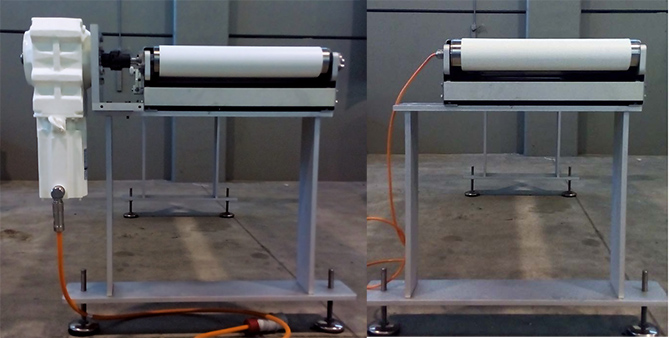
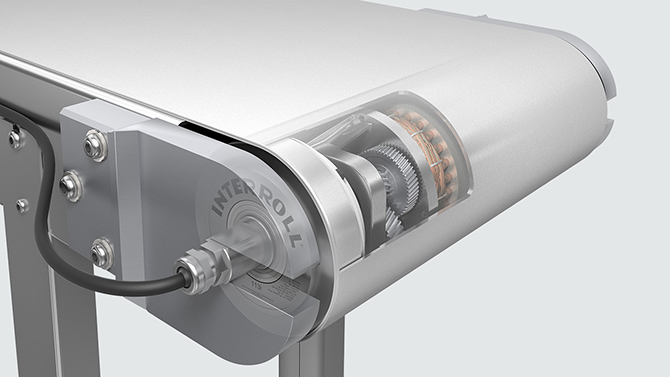
Left is a gear motor and right is a drum motor. Both are used in food-related conveying applications.
In the first of four common setups, the gear motor is on one side of the belt conveyor. The hollow shaft of the gear motor directly connects to the roller shaft and the gear motor is only supported by the roller shaft bearings. Here, a torque arm fixes the motor to the conveyor framework to avoid rotation.
In the second of four possible setups, the gear motor is on one side of the belt conveyor and a dedicated framework (shoulder) supports it where it’s fixed. A torque joint can facilitate dismantling and maintenance, and an enclosure is usually needed to ensure worker safety.
In the third of four common setups, the gear motor is under the belt and connects to the roller shaft by a drive chain or belt.
In the last of four setups, the gear motor is not visible because it’s protected by an enclosure. In some cases, the enclosure also supports the framework and the shaft installs as a cantilever. When the drive motor is on one side of the belt conveyor, it can be vertical with the gearbox under the motor; vertical with the motor under the gearbox; or horizontal.
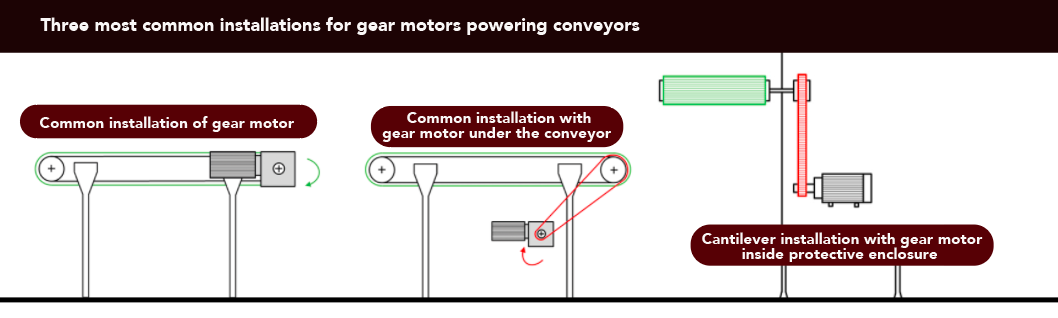
Here are three common arrangements for gear motors on a conveyor. Click to enlarge.

This is an example of an application where food directly contacts the conveyor — so necessitates regular washdown.
In contrast with these gear-motor setups, drum motors usually install at one end of the belt conveyor. That said, when a setup needs small rollers at both ends of the belt conveyor, a drum motor can go under the belt. Drum motors usually install horizontally, but inclined installations are possible. One caveat: More lubricant may be needed inside the drum and closed greased bearings are recommended to ensure lubrication in this position.
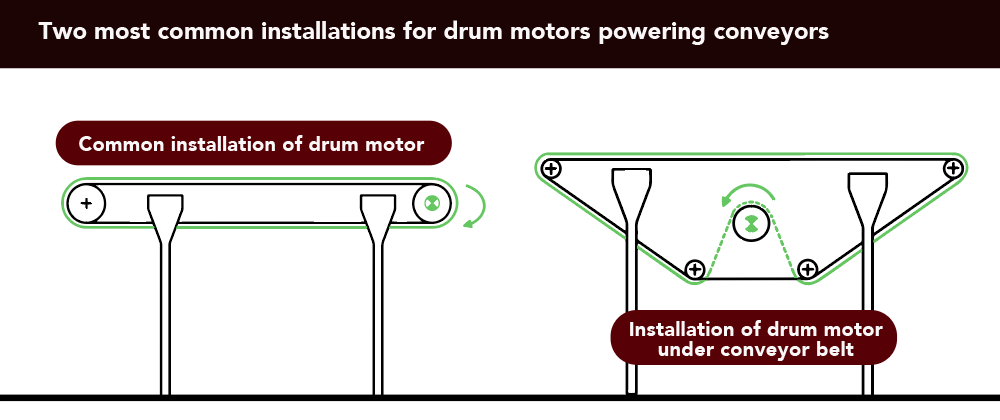
These are two common arrangements for gear motors driving a conveyor. Click to enlarge.
Details on the equipment used for conveyor-drive comparisons
First conveyor scenario: Non-food area
The first design we built for testing represents several applications in the food industry where food product is not exposed to the surrounding environment. This is where food is protected by a sealed packaging or when the product is fully processed inside closed equipment. That said, note that adequate zoning principles should be put in place to reduce the risk of cross-contamination from non-food to the food areas of any facility. Our test-setup equipment here compared an RGM Ruhrgetriebe SN 5 FR gear motor and an Interroll Drum Motor 80i.
Second conveyor scenario: Food area
The second design we built for testing represents applications where food product is exposed to the surrounding environment and the equipment is intended to be dry cleaned or manually cleaned. In this case study, equipment must not be washed and pressure cleaning is not allowed. Eventual partial dismantling is normally used to improve accessibility and cleanability of specific components. Our test-setup equipment here compared a Nord Drivesystems 93172.1 A – 80 LH/4HMTF gear motor and an Interroll Drum Motor 113i with hygienic seals.
Third conveyor scenario: Washdown food area
The second design we built for testing represents applications in which a microbiologically sensitive food is exposed to the surrounding environment and the equipment is intended to be washed with chemical water solution and pressure, foam, or gel cleaning. Here, equipment should be as cleanable as possible in place and must resist washing conditions. Dismantling for cleaning is reduced to a minimum. Our test-setup equipment here compared a Bauer AsepticDrive DA08LB4-TF gear motor and an Interroll Drum Motor 80D drum motor.
These pieces of equipment are state-of-the-art equipment and have comparable applicability to the scenario at hand — as well as comparable output torque, power, and belt speed.
Now let’s look at three examples to see where each drive excels. Gear motors and drum motors both have advantages and disadvantages depending on the application. Considering belt conveyors in the food industry, we review three different scenarios to see how the drives compare.
- The first setup is where the belt conveyor runs in a non-food area of a food-packaging facility.
- The second setup is where a belt conveyor runs in a food area of a facility and will be cleaned with dry or manual means.
- The third setup is where a belt conveyor runs in a food area of a food-processing facility and will get regular washdowns.
The most important requirement for food equipment is hygiene, but complete evaluation considers several other criteria.
Installation and maintenance
Ease of equipment installation influences system setup and operator safety and ergonomics. Generic evaluation of both drum-motor and gear-motor technologies (including weight and dimensions) shows key differences. Heavier and more unwieldy conveyor drives make installation more difficult. Full analysis also considers the drive’s number of components to guarantee proper functioning, as that impacts the time needed to fit the motor to the conveyor frame.
Maintenance is paramount in the food industry to maintain good functioning and efficiency of the plants — and to ensure safety and quality of the food product. Analysis of operations to maintain both drive technologies (especially where replacement is part of realistic analysis) shows that operations to replace components or the whole piece of equipment influence overall drive suitability.
Drive hygiene in our three example settings
With current regulations, hygiene requirements are prerequisites given in a general way … but real hygiene requirements vary with the application.
The first conveyor scenario (in the non-food area of a food factory) includes end-of-line areas. So usually equipment here is kept dry and not washed or cleaned at a microbiological scale. But in many plants (including some open plant processes) end-of-line equipment is in the same factory area where products are processed and packed, so exposed to the surrounding environment … and zoning strategies aren’t implemented well enough to adequately protect food. That’s why end-of-line equipment can be a source of cross-contamination of the product.
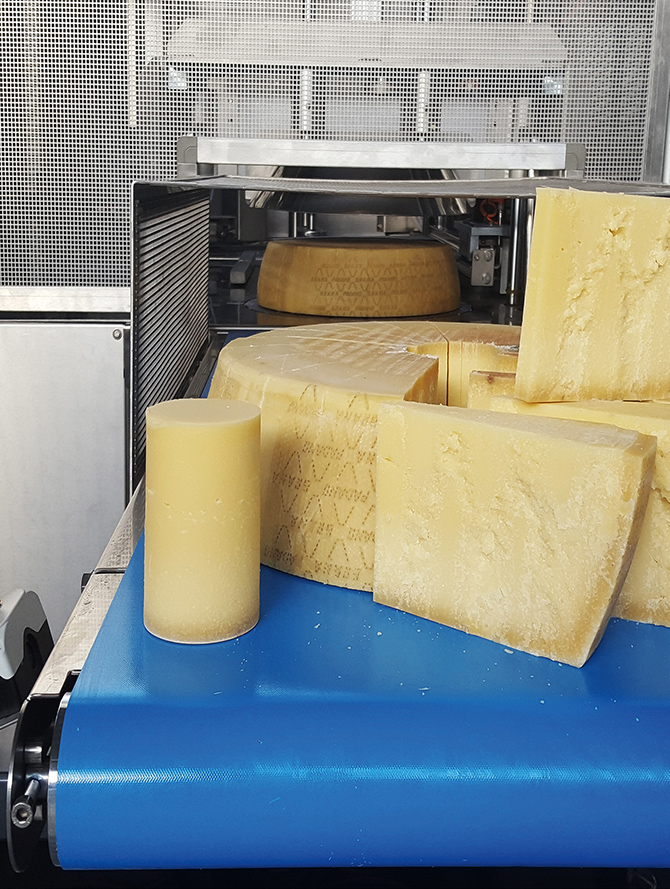
Conveyors that see direct food contact need regular washdown. Drum motors offer better hygiene than common gear motors in such cases.
Reducing cross-contamination risk needs end-of line equipment to at least:
- Avoid accumulation of soil as it’s a source of cross contamination and pest attraction.
- Be sufficiently accessible to allow proper manual cleaning.
- Minimize interaction with the food area.
What’s more, equipment design should prevent soiling food containers with lubricants. This isn’t usually a safety issue because food containers are already sealed — but it’s undesirable for consumers to touch a food container greased with lubricant and possibly contaminate other products during grocery shopping or meal preparation at home. So for conveyors going into non-food areas of a food-packaging facility, relevant factors include soil accumulation; accessibility for inspection and manual cleaning; other possible means of cross-contamination; and lubricant leakage and container contamination.
With regards to the second scenario (the area of a food factory to be cleaned with dry or manual means) the EU machinery directive (2006/42/CE) demands that equipment here be of suitable materials; be easy cleanable and drainable; avoid accumulation of soil; and avoid contamination with lubricants. Moreover, equipment in food areas can be a source of physical hazard if it introduces foreign bodies into product … so equipment in food areas must avoid such risk.
This requirement (not explicitly listed by European law) is in the U.S. Code of Federal Regulation (21 CFR Part 110). So comparisons of gear motors versus drum motors must account for likelihood of soil accumulation; accessibility for inspection and manual cleaning; its threat as a possible source of foreign bodies; and suitability for food contact. Measurements of surface roughness (a Mitutoyo Surftest SJ-201 surface roughness tester is used) and of radii of internal angle are also done to check compliance with the “c” requirement.

Interroll designed a version of its drum motor (model 113i) specifically for the U.S. market, adhering to the meat, poultry and dairy processing guidelines set forth by the USDA.
For the third scenario (conveyors in food areas of a food factory intended to be washed) in addition to the criteria listed above, there are requirements for easy cleanability (with design features such as dismountable joints with elastomeric gaskets, for example) as advised by international rules including EHEDG Guidelines, European Harmonised Standards, 3-A Sanitary Standards, and NSF standards. So drum-to-gear motor comparisons for these situations account for cleanability per EHEDG guidelines — including measures of drainability; lubricant leakage and product contamination; possible source of foreign bodies; and suitability for food contact. Measurements of surface roughness (a Mitutoyo Surftest SJ-201 surface roughness tester is used) and of radii of internal angle are also done to check compliance with the “a” requirement.
Note: One manufacturer addresses oil leaks as a potential disadvantage of the drum motor with a USDA-approved drum motor incorporating a leak-escape feature in its shaft.
Oil leaks are potential disadvantage of drum motors. To address this concern, Interroll’s USDA-approved drum motor contains a leak-escape feature in the shaft.
Space for installation and energy consumption
As we’ll outline, complete drum-motor-to-gear-motor comparisons account for space needed for installation and overall energy consumption. Our investigations explored consumption on conveyors approximating average setups for our three food-plant scenarios. Results we present in charts in this feature are based on setups in which a belt conveyor accepted driving from a gear motor or drum motor. Then a torque motor connected to the idler pulley and used a brake to reliably simulate a load on the belts. We measured active power and RMS current at various brake-torque values.
Assessing drive risk of overheating and noisiness
Overheating can be a failure mode for both gear motors and drum motors. To avoid that risk, gear motors often include a fan for cooling … but the fan is normally a hygiene issue, so many gear motors for the food industry have no fan. On the other hand, drum motors are closed systems and generated heat only dissipates by the drum surface.
Preventing motor failures here requires that the winding temperature stay below a safety limit, so motors usually run with a safety system that cuts current if there’s a threat of overheating. Our drum-motor-versus-gear-motor investigations estimate winding temperature through calculation, knowing the relation between the stator resistance and its temperature. Average winding temperature comes from comparing winding resistance at the temperature to be determined with resistance at a known temperature:
T = RT /R1 (234.5 + T1) – 234.5
Where T is winding temperature, RT is the winding resistance at the temperature T, T1 is ambient temperature, and R1 is winding resistance at temperature T1. Challenge tests simulate all three conveyor scenarios under continuous functioning at two different belt speeds and high output torque.
Then we compared sound-power measurements per Standard ISO 9614-2 (Determination of sound-power levels of noise sources using sound intensity — Part 2: Measurement by scanning) to investigate noise emitted by drum motors and gear motors in our three scenarios. This sound-intensity measurement doesn’t measure sound-pressure level but intensity level instead. That can be used to calculate sound power level W:
W = Σ In Sn
Where In is the intensity over an nth surface and Sn is the area of the nth measurement surface. In this software-based analysis, a reference box is defined around the motor using a wire mesh and used for all tests.
Then we measured power emitted from each motor by scanning all surfaces of the box with an intensity probe. Because we measured overall sound power, the results consider the whole system. So for drum-motor setups, this accounts for the sound of the drum motor and belt — which constitute the whole drive. In contrast, this measurement in the gear-motor setups includes the effect of the joint torque, bearings, and roller. The difference between the measurements means that this doesn’t give an absolute measurement of noise emitted by the motor itself … so the results have only comparative meaning.
Drum motors outperform on hygiene and more
Specific equipment choices can influence comparative performance, but here are some take-home points based on results from our investigations.
Drum-motor drives offer benefits to keep designs hygienic which (in the case of the food-processing industry) is the most relevant of the six criteria we outline here. Their compact design helps them outperform gear motors in a few ways. Risk of soil accumulation and cross-contamination is significantly lower for drum motors than for common gear motors. Plus in washdown areas, installed drum motors have better cleanability. That’s because all the subcomponents are embedded inside the roller and there’s no protective enclosure. This trims considerable cleaning time and cost for operators. The only weakness of drum motors from the hygienic point of view is the potential risk of contamination by lubricant. Even though synthetic food-grade oil is used, this can be a critical point and further effort in validation should be done to ensure adequate reliability of the dynamic radial shaft seals.
Note: The equipment we used to get our results are suitable for the three conveyor scenarios we explored. But unfortunately, gear motors with specifications like the one we used for the non-food scenario often get put in food and even washdown areas. Such choices are usually made to cut costs, but they’re bad choices that can cause hygiene problems.
As our results show, drum motors offer other advantages for installation, making them the only possible choice in some layouts. Fewer components means drum-motor installation is simpler and faster than that for gear motors. Lighter drives in food and washdown settings also helps installers and operators with better ergonomics and lower risk of injury.
Onsite maintenance operations become more impractical as the piece of equipment becomes more specialized … and food and washdown areas generally need very specialized pieces of equipment. So in these cases, there’s no significant difference between using gear motors and drum motors.
Regarding other evaluating criteria (energy consumption, noise and overheating) our study used experimental trials on specific commercial drum motors and gear motors. Results are strongly influenced by specific equipment choices. Here there are only slight or insignificant differences between drum motors and gear motors for conveyors involving food and requiring washdown.
This article summarizes key findings from an independent study by University of Parma researchers. Download the full white paper at the Interroll “downloads” page.
Interroll | interroll.us
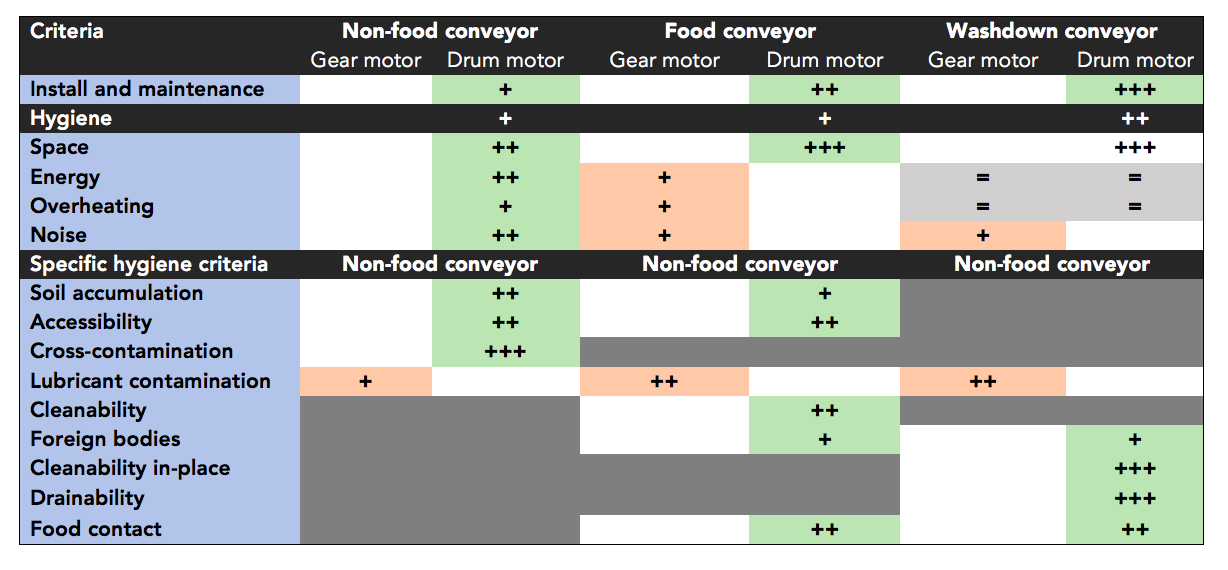
Gear motors and drum motors differ on six measures including hygiene. Note the comparison of both drive technologies for each food-plant conveyor application. Orange squares correspond to conditions where gear motors excel. Green squares correspond to conditions where the drum motor shows better applicability or benefits. One (+) indicates slight advantage and (+++) indicates significant advantage. Click to enlarge.
Filed Under: Motors (direct-drive) + frameless motors, Motion Control Tips



