Turbulence may be annoying at 35,000 feet, but it’s really trouble when it affects the quality of cast parts. Graphicast, a contract manufacturer in New Hampshire, uses graphite molds to cast parts from ZA-12, a zinc-aluminum alloy that is harder, stronger, and more durable than aluminum, brass, bronze, or plastic. The company obtains the best possible casting results by using automated casting machines that fill each mold from the bottom up. The turbulence in the molten metal greatly reduces porosity. Using a process controller to simultaneously control fill rate, cycle time, and temperature, these machines yield parts of high quality and repeatability at a relatively low cost per part.
National Optronics, in Charlottesville, Va., is a manufacturer of lens processing equipment that relies on the casting process for one of its products. The product was previously made up of four individually machined pieces. Now it is produced as a single casting that is more rigid and more stable.

National Optronics had been separately machining four sections of a drill support before switching to a single piece graphite cast replacement.
The company’s shop was machining four sections separately and screwing them together. The part supports a drill inside the company’s automated 3-axis patternless edger. After back-and-forth design discussions, National Optronics and Graphicast agreed on a new design optimized for the casting process. National Optronics now orders four to five production runs per year, with 50 or 60 parts per run.
According to the company’s buyer, Andy Irvine, the new production method saves National Optronics about $11,000 a year. These savings result from lower costs for raw materials, machining, and assembly.
The casting process is suitable for annual production runs of 200 to 20,000 parts. For a typical medium-volume production run, the cost to machine each part from scratch is too high, yet the quantity is too low for high-volume manufacturing methods to be cost-effective. Based on total acquisition cost (cost-per-part times volume plus tooling costs), the graphite mold/ZA-12 casting process is a lower-cost alternative to CNC machining, die casting, sand casting, and investment casting for medium-volume runs. The high accuracy and lustrous surface finish of ZA-12 parts virtually eliminate additional finishing steps required with other casting techniques, for a much lower total cost per part.
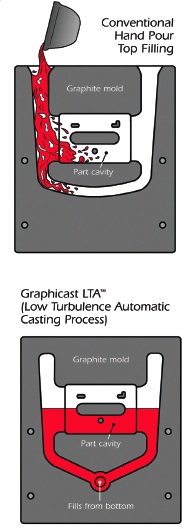
The Graphicast casting process fills molds from the bottom of the cavity,reducing turbulence and improving quality and repeatability.
Tooling costs for the graphite mold/ZA-12 process are lower than for die casting or injection molding, as graphite costs less than tool steel and requires no heat treating. Graphite’s machinability further shortens the moldmaking phase. Graphicast says a graphite mold can often be produced weeks faster than a die-casting mold, for approximately one-fifth the cost. Typical turnaround time from finished CAD design to production samples is four to six weeks. And because a graphite mold will not warp or corrode, it can be stored indefinitely and reused.
ZA-12 parts have typical surface finishes of 63 microns or less and are better than finishes from other casting processes. In many cases, ZA-12 parts require little or no machining, but for non-castable features, ZA-12 is machined as easily as brass or bronze and more easily than cast iron or aluminum.
Graphicast Inc.
www.graphicast.com
::Design World::
Filed Under: Aerospace + defense, Die casting, Materials • advanced




Tell Us What You Think!