As electric rod-style actuators overtake fluid power in a variety of high-force applications, it is important to understand how different screw technologies compare in the search for optimum performance and low life-cycle cost.
By Daniel Schmit • Product Manager | Tolomatic Inc.
Electric-rod actuators with either roller-screw or ball-screw technology are playing an expanding role in high-force applications across many industries and applications. These solutions can provide superior performance over fluid power cylinders (typically hydraulic) in many high-force applications. Electric systems improve positional accuracy and repeatability and provide full control of motion parameters (velocity, acceleration and deceleration, and force) at any position. They are fully programmable for superior flexibility.

Electric rod actuators have numerous performance advantages in high-force applications. Shown here (clockwise from top left) are ERD, RSA, RSX, IMA, and ServoWeld electric actuators.
Electric actuators also can reduce the total cost of ownership through efficient use of electricity, significantly reduced maintenance, longer life and faster machine changeover. Force capabilities of electric actuators (both ball and roller screw) have increased substantially — with the ability to deliver forces of 225.5 kN (50,000 lbf) and higher.
To optimize service life and performance, it’s important to match the capabilities of either ball-screw or roller-screw actuators to the specific application. In low- to moderate-force applications for positioning, ball-screw actuators offer a lower initial cost with versatile performance and lowest power consumption. In extreme high-force, high-duty-cycle applications, roller screws deliver superior performance in a compact package, longer life and reduced cost of ownership compared to ball-screw actuator and hydraulic systems.
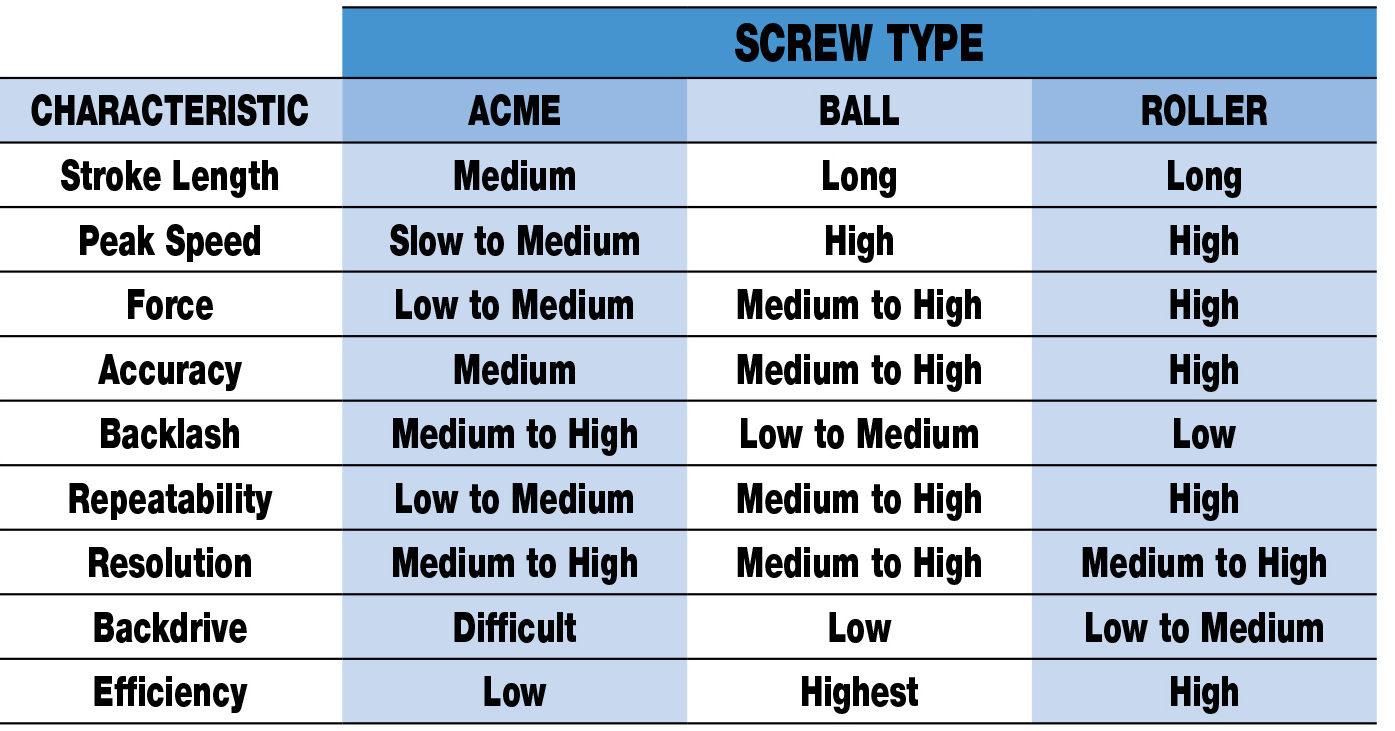
Shown here is a comparison of acme, ball, and roller screws.
When trying to decide whether to employ ball-screw or roller-screw technology, it is best to work with an actuator supplier with expertise in both kinds of screw technologies. Doing so will make sure that the most appropriate screw technology is employed to provide the target performance at the lowest possible life-cycle costs.
When properly applied, electric actuators with either roller-screw or ball-screw electric technology can improve the energy efficiency of applications ranging from low to high force, reduce environmental impact and lower life-cycle costs while optimizing performance and processes.
Brief background on linear-motion options
Electric rod-style screw actuators are replacing fluid power in high-force applications throughout industry. Tasks once limited to hydraulic and pneumatic cylinders such as pressing, holding, lifting and spot welding are now being performed by electric actuators that offer lower life-cycle costs. Hydraulic and pneumatic cylinders still have their place, but electric actuators have numerous performance advantages in high-force applications up to and exceeding 50,000 lbf. Some of these advantages include a smaller footprint; a long and more predictable life; lower life-cycle costs; greater accuracy, control and flexibility; lower maintenance; faster change-over and setup; lower energy use; and less environmental impact.
In general, screw mechanisms provide the means to produce linear motion by the rotation of either the screw or nut in an assembly. The screw is a cylindrical element that has threads; the nut is a matching component that rides on the screw. Each component is capable of rotating independently upon the other. Linear motion occurs by restraining one element.
In high-force applications, two types of screw technologies are typically used in electric rod-style actuators: ball screws and roller screws. Actuators with ball screws and roller screws are now able to reach extremely high forces, making them suitable for many applications previously dominated by fluid power devices. What’s more, the speed, accuracy and flexibility of electric actuators create the potential for increased production throughput, process and yield improvements, as well as more adaptable machines.
Ball-screw actuator operation and iterations
Ball screws use a thread form that has a circular shape. The nut has a matched thread form, allowing ball bearings that fit between the grooves to transmit force and relative motion with high efficiency. Ball-screw actuators typically have efficiencies around 80%.
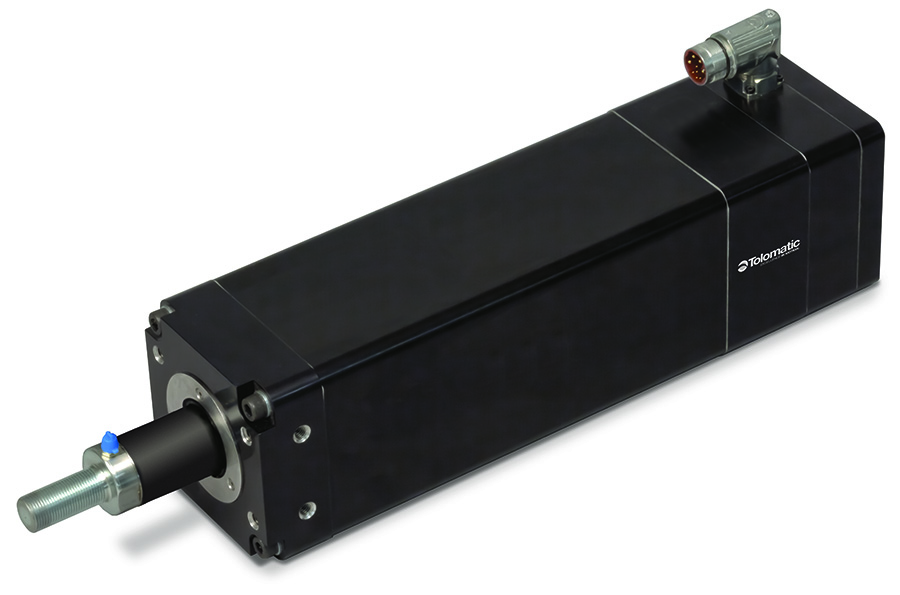
The Tolomatic IMA servo linear actuator can be specified with ball screws to forces of 30 kN (6,875 lbf).
The ball bearings are allowed to roll and recirculate through one of several circuits in the nut as rotation and linear motion occurs. There are several designs of ball screw nuts that differ in the number of ball circuits and how the ball recirculation path is controlled. The ball bearing path is a critical factor in determining the maximum speed potential of the mechanism. Alternative designs, such as internal paths or end returns, offer minor advantages such as increased velocities or reduced operating noise. However, most ball nut designs function similarly.

Ball screws are suitable for low-duty-cycle applications with moderate force requirements and moderate to high speeds. A ball screw’s ball bearings have fewer points of contact than roller screws, resulting in a lower life expectancy.
Ball screws come in a wide variety of diameters, leads, and accuracies with both metric and imperial lead designs. A grade system was defined to classify the lead accuracies of ball screws and is regulated by ISO-3408. Ball screws are now commonly available in five grades that range in accuracy from 6 mm per 300 mm (0.0002 in. per ft) to 210 mm per 300 mm (0.0080 in. per ft).
Roller-screw actuators have highest dynamic load rating
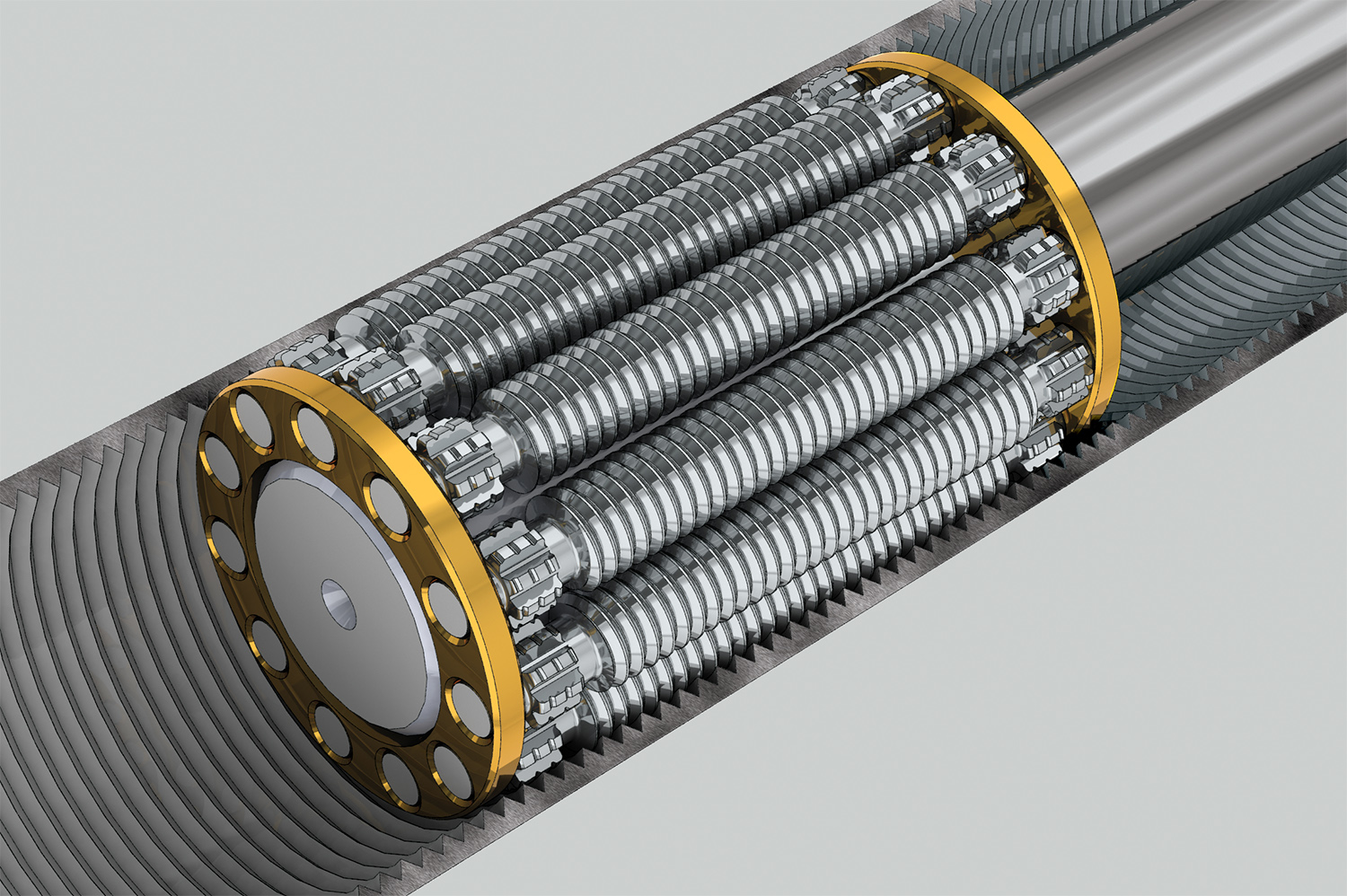
A roller-screw thread form is generally triangular in shape and transmits force through a matched set of multiple threaded rollers in the nut. These rollers are allowed to rotate within the nut while contacting the thread form of the screw. The roller nut has a set number of rollers that provide significantly more contact points with the screw in the same space compared to ball nuts, resulting in very high force transmission capabilities and much longer life compared to ball screws of similar diameter.
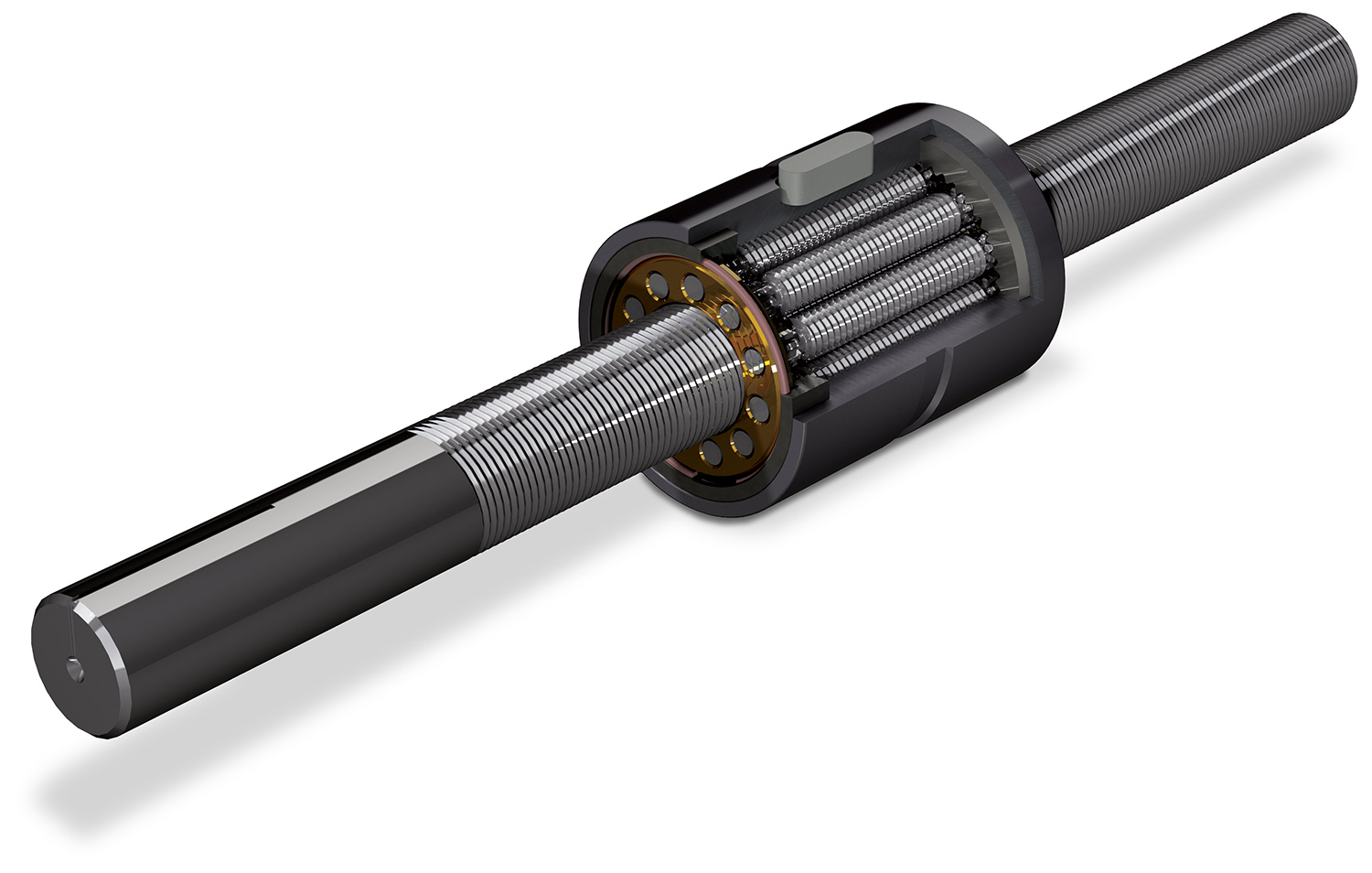
Roller screws have greater force transmission capabilities because the rollers have increased contact with the screw threads … resulting in improved distribution of force. They deliver high force, operate at high speeds, are long lasting and need little maintenance.
Like ball screws, roller screws have a good efficiency rating because they are designed with rolling elements as compared to the sliding elements of an Acme screw. Due to the increased areas of contact, actuators with roller screws typically range from 75 to 80% efficiency, which is just slightly lower than the efficiency of a ball screw.
An inverted roller screw operates much as a standard roller screw; however, the functions of the nut and screw are reversed. The rollers traverse inside the nut.
Roller screws, like ball screws, are produced within the ISO-3408 grade system so they share similar lead accuracy considerations. Standard roller screws are hardened before being precision ground, resulting in a much deeper hardness and the highest dynamic load rating (DLR) of all the roller screw types. Another type of roller screw — the inverted planetary roller screw — operates in much the same way as a standard roller screw, except the functions of the nut and screw are reversed — that is, the rollers move inside the nut.
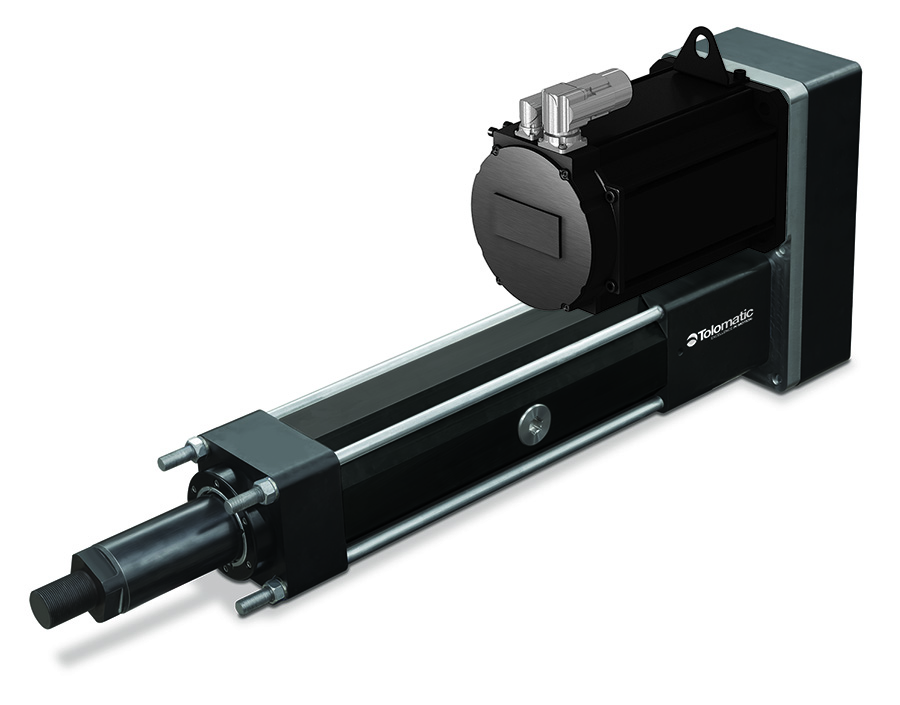
Tolomatic RSX high-force actuators with roller screws can output forces to 178 kN (40,000 lbf).
Shared advantages of actuators with ball and roller screws in high-force applications
Actuators with ball or roller screws share a number of advantages over fluid power in high-force applications. These include higher energy efficiency, better accuracy and repeatability, smaller overall system footprint, quiet operation, low environmental impact, reduced maintenance, lower life-cycle costs, and the potential for process improvements that can increase throughput and lower unit costs.
Higher energy efficiency — Electric actuator systems typically operate in the 75 to 80% efficiency range. In comparison, pneumatic systems typically range from 10 to 25% efficiency. Hydraulic systems typically range from 40 to 55% efficiency. Many factors affect fluid power efficiencies, including temperature, seal integrity, leaks and many others. One significant factor is that electric actuators only demand current to the drive motor when it is required. When at rest, electric actuators need very little current to hold their positions. On the other hand, fluid-powered actuators need the fluid medium to be pressurized at all times by power units or compressed systems, resulting in an inefficient use of power. Over time, power savings add up.
Better accuracy and repeatability — In applications needing precise control of motion and position, actuators with electric ball screws or roller screws offer significant advantages. Standard fluid actuators are good for end-to-end position applications, but mid-stroke positioning is more complicated, needing a control valve and operator assistance. More advanced servo hydraulic control systems give fluid systems greater precision and repeatability, but at a considerable increase in cost and complexity. Electric actuator systems are much less complex and, once programmed, need little intervention or maintenance.
Quiet operation — A noisy power unit running a fluid cylinder can be a noise polluter and hazard for operators working near the machine.
Low environmental impact — Leaks from hydraulic systems can create messes in the manufacturing environment and also present a safety hazard if someone slips on the spill. In pneumatic systems, air leaks create unwanted noise and waste energy. In addition, hydraulic leaks can cause serious contamination to key processes and products — such as food processing, pharmaceuticals, medical devices and others. Electric actuator systems share none of these drawbacks.
Smaller system footprint — Not only do electric actuator systems save energy, they also save space. Hydraulic systems need a cylinder, a power unit to provide oil pressure, control valves, filters and many additional components. Electric systems only need the actuator itself and a control cabinet — which can usually be conveniently located near the point of use.
Minimal maintenance — Electric actuators sized properly for the application typically need little or no maintenance. In more demanding performance applications, electric actuators may need maintenance such as de-greasing, but it is usually an infrequent, simple and low-cost procedure. Fluid power devices, while typically rugged and easy to deploy, need considerable maintenance as a tradeoff. Leaky seals can contaminate the work site and reduce the working forces. Additional air and oil maintenance is needed to prevent humidity or contaminants from prematurely destroying seals and other components in the system.
Allows process improvements — Electric actuators can cycle faster than fluid cylinders in many applications. An example would be a fluid rod actuator that goes out and back six inches. Maybe the application only needs the six inches of travel for set-up purposes, and only three inches for a production run. But fluid actuators have poor positioning capability and can only move the six inches out and back, wasting time on each cycle. Electric actuators with precise position control can be programmed to do the three-inch production run, thereby saving time and speeding up throughput.
Low life-cycle costs compared with fluid power — Although electric actuator systems are twice as efficient as hydraulic systems, they can be more expensive to implement initially. However, the cost over the life of the system can be substantially less if one factor in the increased performance, system flexibility, lower maintenance, process improvements and decreased utility costs.
How ball screw design contributes to performance
Simpler construction — Ball screws feature simpler construction than roller screws and, as a result, have a lower initial purchase cost.
Low life-cycle costs — Electric actuators with ball screws have lower life-cycle costs compared to fluid power systems and, depending on the life requirements of the application, may edge roller screws due to lower initial costs and slightly higher efficiency.
Moderately long life — Compared to fluid power cylinders, ball screws deliver a moderately long and predictable life in properly designed high-force applications. Life span can be several times shorter than roller screws in the same application due to fewer contact points of ball screws.
High-force applications — Ball screws can reach high forces similar to roller screws, but the actuator and machine footprint will be much larger, and operating life less than a roller screw design.
Tolomatic RSX roller-screw electric actuators in pressing applications provide a consistent, repeatable force of up to 17,000 lbf while eliminating the need for operator intervention during changeovers. Image courtesy Tolomatic Inc.
Lowest maintenance — Ball screws feature extremely low maintenance requirements, much lower than fluid cylinders. Periodic re-lubrication of the ball-nut assembly may occasionally be necessary, depending on the severity of the application.
How roller-screw design boosts performance
Large contact area — Through-hardened, precision-ground threads on the rollers and lead shaft provide maximum contact area. This contributes to greater force capabilities and longer service life compared to ball screws.
High duty-cycles — Roller screws are tolerant of high duty-cycles (up to 100 %) at moderate speeds and working forces. While maintenance is very low, high duty-cycle applications may need occasional re-lubrication of the roller nut.
Compact design — Roller screws have the advantage of creating higher forces in a smaller package compared to ball-screws. When the size of the actuator envelope is critical to the application, roller-screw actuators have an advantage over ball screws.
Longer life — Roller-screw actuators exhibit the longest life and highest Dynamic Load Rating (DLR) in extreme high-force applications due to multiple points of contact.
Low life-cycle cost — Roller-screw actuators deliver lower operating costs than fluid power cylinders due to greater efficiency and energy savings. Depending on the application, the high DLR and longer life of a roller screw can spur a lower total cost of ownership compared to ball screws.
Examples of ball screw applications
Saw mill — A lumber-processing equipment company needed to replace a hydraulic cylinder in a log-cutting application to eliminate the potential of hydraulic fluid leaks into the environment. The company chose an RSA64 electric ball-screw rod actuator with a 42-in. stroke to move the saw blade. Featuring an IP67 rating to protect the actuator from splashing water and debris, the actuator was also lubricated with a high/low-temperature grease for consistent performance in all weather conditions. The ball screw provides efficient, high-speed motion to reach the stroke speed needed over the entire length of the electric cylinder.

Tolomatic electric rod actuator with ball-screw drive replaces a hydraulic cylinder in a log-cutting operation. Image courtesy Tolomatic Inc.
Walking beam in meat packing — In a meat-packing plant, a walking beam pulls sides of pork and beef through the plant’s chilling-aging facility. The company was interested in eliminating the use of hydraulic cylinders in its walking-beam application due to concerns about leaking hydraulic fluid and product contamination. The company chose RSA electric actuators with ball-screw technology that exceeded the performance of the hydraulic cylinders and provided greater process repeatability. Being able to lower the total cost of ownership played a major role in the decision to convert to electric actuators.

In one meat-processing application, a Tolomatic RSA electric actuator with ball-screw technology replaced hydraulic cylinders and lowered the total cost of ownership. Image courtesy Tolomatic Inc.
Examples of roller-screw applications
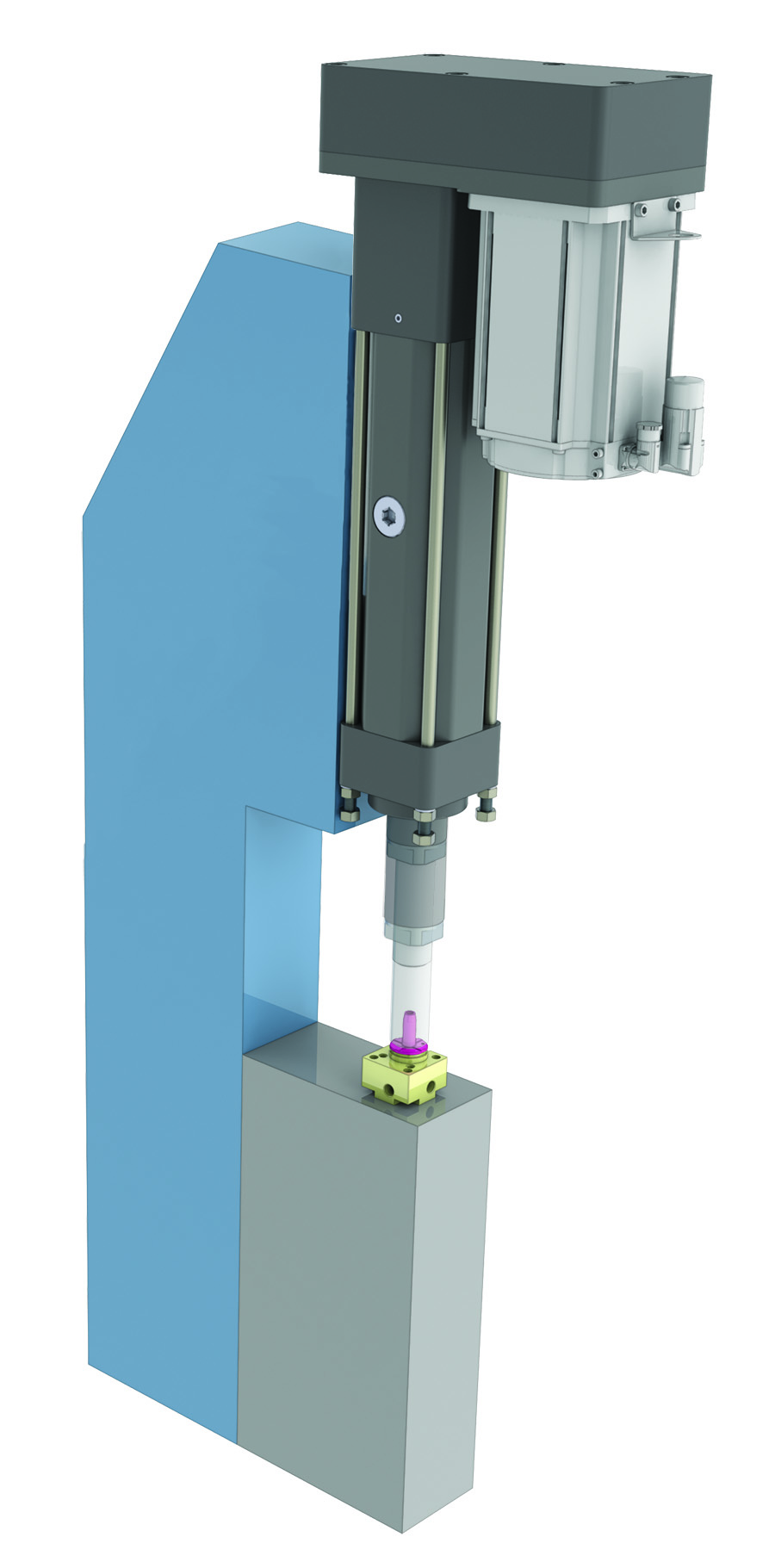
Automotive manufacturing — An OEM of wheel-bearing presses wanted to replace hydraulic cylinders to improve process control, reduce energy consumption and eliminate hydraulic fluid leakage. Time was being lost during wheel size changeovers, needing the operator to make multiple adjustments to dial in performance. With hydraulic cylinders, each production changeover resulted in lost production time and rework. The company selected an RSX roller-screw electric actuator to provide a consistent, repeatable force of up to 17,000 lbf while eliminating the need for operator intervention during changeovers. The servo-controlled RSX actuator allowed the OEM to create quick and easy changeover procedures to accommodate any wheel size.

Two Tolomatic RSX rod-style electric actuators meet the peak force requirements for a metal-castings manufacturer. Image courtesy Tolomatic Inc.
Metal-casting operation — A manufacturer of high-quality metal castings needed an electric actuator to replace existing high-maintenance hydraulic actuators in a steel foundry. Pulling the hot castings out of the molds needed approximately 66 kN (15,000 lbf). However, whenever a casting was left to cool in the mold, the customer estimates it needed a peak of 177 kN (40,000 lbf) to break the casting out of the mold. The solution was two RSX rod-style electric actuators with high-capacity roller-screw technology to meet the peak thrust requirements. What’s more, the actuator’s IP65 rating and robust design maximized the actuator’s life in the hot, dirty foundry environment.
All article images from Tolomatic Inc. | tolomatic.com
 Daniel Schmit is a Product Manager at Tolomatic. He has an extensive background working globally with linear actuation solutions as an application and sales engineer. Daniel has a bachelor’s degree in Applied Physics and another in German, both from St. John’s University, Collegeville, Minnesota, and has studied Mechatronics as a U.S. Fulbright Student at the Johannes Kepler Universität in Linz, Austria.
Daniel Schmit is a Product Manager at Tolomatic. He has an extensive background working globally with linear actuation solutions as an application and sales engineer. Daniel has a bachelor’s degree in Applied Physics and another in German, both from St. John’s University, Collegeville, Minnesota, and has studied Mechatronics as a U.S. Fulbright Student at the Johannes Kepler Universität in Linz, Austria.
For more than 50 years, Tolomatic has been a leading supplier of electric linear actuators, pneumatic actuators and power transmission products for factory automation. Its extensive product line also includes servo-driven high-force actuators, servo- and stepper motors, stepper drives, and configured linear-motion systems. Tolomatic’s electric linear and pneumatic actuators are used in a variety of industries, including the packaging, material handling, medical, food processing, automotive, semiconductor and general automation industries.
Filed Under: Ballscrews • leadscrews, Student programs, Drives (stepper) + amplifiers, Linear Motion Tips, Motors • stepper



Tell Us What You Think!