By Mel Berman, TDK-Lambda
Choosing the right power supply is more than just getting one to work in the lab. Given the regulatory burden of safety standards along with the rest of the supply design, it may be advantageous to outsource. Even so, not all vendors who claim safety certification of their supplies have actually been certified. So the design engineer must also check certification of the supply against published agency file numbers.

Commonly seen in the design of electronic equipment, “tail-pipe syndrome” (TPS) is a malady of choosing the power supply at the end of the project instead of the beginning. As a result the decision to use the supply is made as schedules near deadlines. Flexibility evaporates. The power supply becomes the new pacing item. The end of a project is not the time to make high risk decisions. Since the power supply is arguably the most critical component in electronic equipment, its consideration ought to come early enough in the project to test, fail, and adapt. The power supply is a critical player in the end-product’s reliability, performance, warranty, and most importantly, safety.
Caveat emptor
The last thing an OEM needs is a lawsuit or the need to recall thousands of products from the field. The best insurance is the careful selection of a safety-certified power supply from a reputable and well established manufacturer. Having safety marks or logos on a power supply is not sufficient evidence of the product’s safety. In recent years some low-priced manufacturers have been found to lack the test data, documentation, or safety agency certifications required to legally use those marks. When dealing with factories in third world countries that are not directly managed and quality-controlled by well-known companies, the OEM may find he is holding the proverbial bag should his product be found defective due to a hazardous power supply. Therefore, caveat emptor, “let the buyer beware” is an important maxim when choosing power supplies for your products. (See the sidebar and online content for how to check the validity of safety agency file numbers.)
Designing for electrical safety
The drivers of electrical safety standards are protection from electric shock, fire, smoke, and premature failures. As it pertains to electrical design, most of these failure modes occur due to a loss of electrical isolation which is typically caused by some form of insulation failure. Some design concepts fundamental to isolation are clearance and creepage. Clearance is the shortest distance between two conductors through space, typically air. Creepage is the shortest path between two conductors over the surface of the non-conductors. These may be used to determine the spacing between printed circuit traces, transformer windings, and other electronic components. The hipot test is the definitive test of electrical isolation.
During the design phase of power supply development, the engineer can select components that range in cost from dirt cheap to fairly expensive. He can also choose to subject these components to their full rated voltage and temperature stresses, or to derate the components so that they are tested at lower than their maximum stress levels. Best practices in the design and manufacture of power supplies are to use the appropriate grade of components such that the requirements are lower than the maximum voltage, current, power and temperature ratings of the individual parts. This is the well known safety factor, in which values greater than one denote how far above the requirement the hardware performs (max tested value/requirement).
However, in some instances cost reduction drives low grade component selection which may be used unsafely beyond the rating of the part. The supply may still pass the safety lab’s test while posing a risk for failure. As a regulatory or standards agency for safety, this is the challenge for writing meaningful rules, as some will follow the rules strictly while others will do just enough to pass the test. Both approaches should be relatively safe, but both are definitely not the same.
The designed supply must also comply with the rest of the applicable electrical safety standards, which usually go beyond setting an isolation requirement. Flammability of the supply and its components along with radiated and conducted EMI/EMC requirements are also factors in determining compliance to most standards.
Safety-critical components
Safety-critical components come in contact with the hazardous high voltages at the input and within the power supply (e.g. fuses, terminal blocks, capacitors, varistors, inrush limiters, and so on). When possible, designers look for pre-certified components that bear one or two safety marks and have certified ratings with documentation. In-house designed and manufactured safety-critical components (e.g. inductors, transformers) must go through testing with high voltage stressing (i.e. high potential or hipot tests) by the power supply manufacturer and the test results must be submitted along with a sample of power supplies to the responsible safety agency.
High potential testing
In electronics, the term “isolation” refers to the electrical impedance between two conductors. Isolation is typically specified by a test voltage, a duration, and maximum allowable leakage current. Other characteristics may be considered such as rise and fall times of the voltage if appropriate for the application.
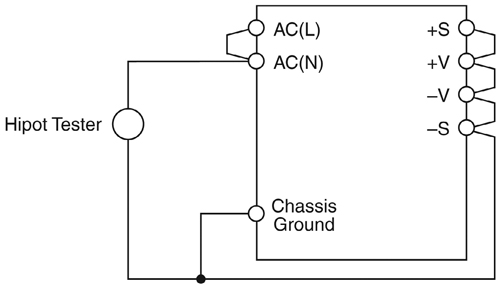
Hipot Tests: Input-to-Outputs & Ground
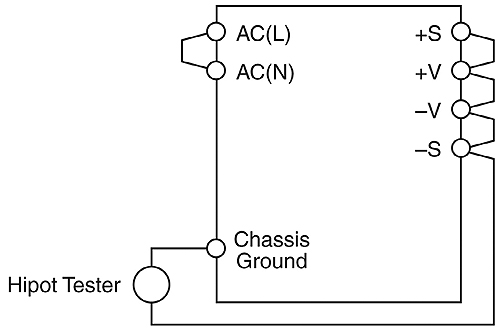
Hipot Tests: Outputs-to-Ground
In order to confirm that a power supply provides a safe degree of isolation from any hazardous voltage, the completed power supply is subjected to hipot design-tests that apply high voltages between the input-to-output, input-to-ground, and output-to-ground connections of the power supply. These tests are designed to stress the power supply’s insulation barriers well beyond the normal levels. Should any leakage current be sensed that exceeds the limits established by the specific safety standards, or if insulation breakdowns occur, the design must be corrected. In addition to the hipot design-tests, when the power supply is in production, each unit must pass a production level hipot test before it can be shipped. These tests are in addition to the performance tests power supplies undergo to confirm they meet the published specifications.
Some safety standards allow hipot testing to be performed with either ac of dc voltages. The rule is that if you are using dc instead of ac, the dc voltage must be equivalent to the peak ac voltage‚ peak voltage, or 1.414 times the rms value of the ac voltage. For example, if the input-to-output hipot test voltage is 3,000 Vac, the equivalent dc hipot test voltage would be 1.414 times that value, or 4,242 Vdc (rounded up to 4,300 Vdc). The advantage of using ac hipot tests is that the components are stressed with positive and negative polarity voltages. The disadvantage is that an ac reactive current can pass through filter capacitors that are sometimes connected from the power supply input and output connections to ground; which could be misinterpreted as excessive leakage current. The manufacturer’s specification sheet or instruction manual will usually give instructions about whether to use ac or dc hipot tests, specific voltage/time limits, and the amount of current that may flow if ac hipot testing is used. Below are drawings that show the typical hipot test set-ups for power supplies. Notice that the output voltage terminals (+V & -V) and the remote sense terminals (+S & -S) are connected together. All of these are considered “output connections,” since an end-user might make contact with them, either directly or indirectly.
Typical commercial power supply specifications, per EN 60960-1, require the following hipot tests: 1.5 kVac input to ground, 3 kVac input to output, and 500 Vac output to ground for about 1 minute. Medical grade power supplies specifications, per EN 60601-1, are more stringent and so their hipot test requirements are higher: 1.5 kVac input to ground, 4 kVac input to output and depending on the application the output to ground hipot voltage needs to be either 500 Vac for the least critical applications (Type B devices, e.g. hospital beds, medical lights, MRI devices, and so on) or 1.5 kVac for applications where parts of the medical device make direct contact with the patient such as Type BF (e.g. ultrasound, blood pressure monitors, and incubators) or Type CF (e.g. dialysis equipment).
Electrical safety certification
If an OEM wanted to get their own power supply design certified by a safety agency, they must first run safety, EMC, and EMI tests on their supplies pursuant to the required safety specifications. Then they must submit their safety data along with samples of their power supplies plus safety critical components to run normal, abnormal (extreme conditions such as shorted internal components, fan failure, and so on), tear-down tests, and inspections to one of the independent safety agencies, all or whom have test sites in the USA.
The test lab must be recognized by the Nationally Recognized Testing Laboratory (NRTL), an OSHA program which determines equipment and materials compliance to OSHA standards. The most well known safety test labs include: Underwriters Laboratories (UL), Canadian Standards Association (CSA) and TUV Rheinland of North America (TUV). Other safety labs can be found on OSHA’s website. http://www.osha.gov/dts/otpca/nrtl/index.html#nrtls
For example, at TDK-Lambda we were involved in the procurement of special international safety markings that were requested by one of our customers for an external power supply that we provide to them. As we soon discovered, some countries require that you submit special forms with safety and EMI/EMC test documentation along with fees to them before you are allowed to import or sell that specific power supply within their country. To import electronic products into China, a CCC certificate and mark is required and the costs (approximately $5,000 or more, per model) and time (12 weeks or more) is significant. For sales in Korea, the KC mark is required and is similar in cost and lead time to the CCC mark. For Taiwan, they require the PSE mark, which requires that the name of OEM’s Japanese importer or company (which must be located in Japan) is included next to the PSE mark on the product’s label.
Recently, one of the most challenging tasks for us involved the procurement of the Australian & New Zealand C-Tick Mark because, as we found out late in the game, only a company located in Australia can file the necessary forms and EMC/EMI test data in order to receive an Australian registered number, which must be marked on each power supply. In the end, since we did not have a site in Australia, we had to hire an agent located in Australia to complete and submit the necessary forms, documents, along with our test data. If you take a good look at the label on an external power supply that, for example, powers a laptop computer, you will see a number of these country-specific safety marks in addition to the standard UL, CSA, and TUV safety logos.
Playing it safe
In summary, the design of power supplies is more involved than just building a power supply that works in the lab. The regulatory constraints are often complex matters that, in addition to the design challenges of the supply, may best be outsourced to those who specialize in power to save development time and project cost. Even when using an outsourced supply, double check the agency file numbers to avoid surprises.
The bargain priced power supplies may work at first, but can become costly in the long run, especially as the project winds down to the delivery date and flexibility evaporates. In the realm of power supplies, you truly get what you pay for. A bit of research and legwork up-front can save the OEM from a ton of headaches later on when it comes to the power supply.

TDK-Lambda Inc.
http://www.us.tdk-lambda.com/
::Design World::
Filed Under: Power supplies, ELECTRONICS • ELECTRICAL, Terminal blocks




Tell Us What You Think!