The 3D printer market is rapidly transforming, and nowhere is this more evident than in the metal 3D printing segment. Competition among the largest market players is one of the major reasons new technologies are arising at such breakneck speeds.
“There is so much innovation going on in 3D metal printing right now. It’s almost difficult to keep up with,” explains Andy Snow, Senior Vice President at EOS North America. “Balancing systems, materials, and process is the biggest quality factor in today’s additive manufacturing capabilities.”
With new innovations in metal additive manufacturing (AM) technology, it is important to carefully evaluate the pros and cons of each. For example, direct metal laser sintering (DMLS), selective laser melting (SLM), and electron beam melting (EBM) are among the powder bed fusion forms of metal 3D printing. These techniques use either a laser or electron beam to melt and fuse powdered metals such as aluminum or stainless steel powder into a solid, finished product. Other materials used in powder fusion processes include Inconel, a variety of nickel-based alloys, and reactive alloys such as titanium.

A cobalt chrome aerospace component made with metal additive manufacturing (DMLS) in an EOS system. Image credit: EOS.
“There are other 3D metal printing technologies such as binder jetting technology. This AM process involves the layering of a powder bed of material and fusion of the material together with a binder, creating what is referred to as a ‘green’ part,” explains Snow. “This part then can be transferred into a secondary process, like a nitrogen furnace, allowing an infiltration by a capillary effect to fill the voids and burn off the binder.”
Although binder jetting technology requires a lot of post processing, it can do things that powder bed fusion cannot. For example, Höganäs’ Digital Metal subsidiary can create microscopic details and some of the thinnest walls possible with its binder jetting technology and fine metal powder.
In addition, the spreading speeds for binder jetting are significantly faster than other forms of metal AM, thereby allowing for the creation of large parts with a more cost-effective price tag. Ultimately, the type of printer and technology used will depend upon the application.
Industries & Applications
The aerospace industry was a primary early adopter of metal AM, and it comes as no surprise that it still is one of the largest users of metal 3D printing to this day. GE Aviation, Avio Aero, MTU Aero Engines, and a number of gas turbine manufacturers have adopted 3D printing for end-part production.
“Fuel nozzles are just one application. There are hundreds of other applications that qualify for metal additive manufacturing technology. And I would expect that huge growth will come as these new applications get rolled out as flight certified hardware,” explains Snow.
Perhaps the second largest industry adopting metal AM is the medical sector. Patient-specific instruments and implants are currently trending in surgical and other medical applications.
“After a CT scan or MRI, doctors can extract data, create a 3D file, and then make a knee or hip implant,” says Snow. “This process can match your specific body geometry – so this is a big change in the medical mindset.”
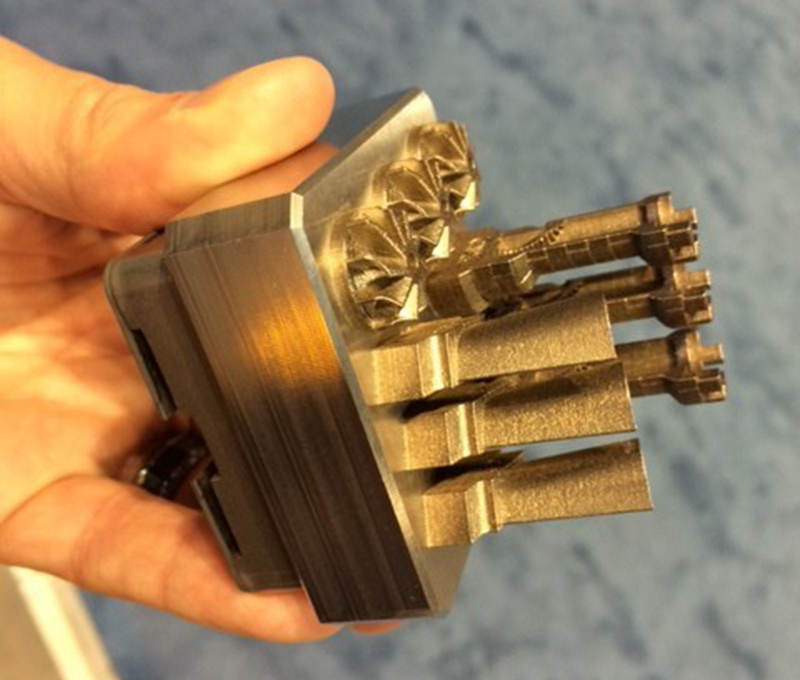
A single sub plate, additively manufactured via an EOS M 290 system, bears nine individual parts. The sub plate is bolted onto a macro reference element (with a matching hole/dowel pattern) and is now ready for final machining and finishing using such traditional methods as milling, grinding, EDM, etc. Image credit: Georg Fischer Machine Systems.
These industries will further benefit from metal 3D printing with the increase of laser development. However, finished part quality often comes as a trade-off with speed. For example, if the user decides to grow a geometry at 10 microns, the surface quality is typically a lot better than if it were printed at 40 microns.
“The subtractive technology of traditional manufacturing that exists in the world today, such as wire EDMs, grindings, high speed machining – these are all often necessary secondary processes to additive metal manufacturing,” says Snow.
According to Snow, additive and subtractive technologies are codependent on each other. “Secondary finishing is often required to get to a point where the finished product out of the DMLS or powder bed fusion is going to be at the specifications of the end user,” he adds.
That being said, there are applications where the surface quality created from the AM process alone is sufficient for certain applications. For example, when manufacturing implants for the human body, surgeons often prefer a rougher finish, meaning there is greater surface area, and therefore the opportunity for increased osseointegration, or bone growth.
In-Process Quality Assurance
As the use of metal 3D printing becomes more widespread across various industries, in-process quality assurance is also becoming more important.
“One aspect that has been evolving and will continue to evolve is called ‘in-situ’ monitoring of product quality,” says Snow. “EOS provides such monitoring in four elements.”
The first is systems monitoring, which basically monitors control of all systems, settings, process parameters, etc. It ensures that the system and process conditions are optimized so that the user can get the highest quality parts.
Then, there is powder bed monitoring, which comes in a variety of forms. Integrated camera systems in the process chamber are able to monitor the powder bed as it builds layer by layer. Innovations in the technology allow users to perform image recognition of parts internally. Therefore, the improved error identification along with some closed loop controls allow for potentially short feeding on recoating.
“Such monitoring allows for the automatic assurance of recoating quality before exposure. In addition, image recognition and part error identification is possible, detecting failures to specific layer and part number during the build process,” says Snow.

An entire EOS 3D printing system set up for melt pool monitoring. Image credit: EOS.
The third area of in-process quality assurance, melt pool monitoring, has been developed primarily to meet the needs of the aerospace community. Extensive hardware helps to separate the light created by the fusion process from the reflected light, and that data is obtained and further processed in special software. The software automatically corrects errors in the data, as well as provides process visualization and evaluation in real time.
Optical tomography is the fourth area of monitoring. This technique uses cameras to continuously monitor the fusion process. When paired with several sensors that monitor the general system status, optical tomography is able to precisely control the exposure process and melting characteristics of the material at all times.
“The camera platform takes pictures of the powder bed on an average of about 12 snapshots per second,” explains Snow. “This allows you to detect a variety of potential failure types such as cracks, voids, and inclusions within the part being processed.” The process was co-developed between MTU Aero Engines and EOS.
Future of Metal 3D Printing
With the help of in-process monitoring, metal 3D printer manufacturers are constantly striving to improve system productivity while maintaining part quality.
“Technology issues are always about speed and productivity; therefore, trying to get the fastest laser will always be something the industry is chasing to bring to market systems,” says Snow.
Unsurprisingly, one of the main benefits of using metal 3D printing is part consolidation. For example, the fuel nozzle incorporated in GE’s Leap jet engine was originally manufactured with about 20 components. Now, the fuel nozzle is 3D printed as one component. 3D printing took away a variety of additional manufacturing steps that would be required to assemble the 20 components.
“You couldn’t do it on a traditional CNC. I think the two technologies are codependent on one another – it’s all geometry dependent,” says Snow. “You also need to create a process chain – almost like a factory of the future. Many people are working on creating a seamless process chain where you can go into the secondary processes. I think that’s the way to the future – fully integrated production cells.”
This article originally appeared in the April 2016 print issue of Product Design & Development.
Filed Under: 3D printing • additive • stereolithography, Industrial automation


