Demands placed on linear systems in today’s automation are greater than ever — and continue to increase. Here we review five links in the chain of design elements so critical to precision operation.
By Mark Huebner • Mechatronics global product manager | PBC Linear
Kevin Bischel • Principal engineer | PBC Linear
A linear motion system is only as strong as the most compromising links in its chain of mechanical and electromechanical elements. Understanding each component and feature (and its impact on design output) improves decisions and the odds the final design fully meets application demands. After all, system backlash, accuracy, and other performance aspects can be traced back to elements in the design and manufacture of the leadscrew, anti-backlash nut, couplings, motor, and control strategy.

Top are two images of screws manufactured with conventional approaches. Bottom is a leadscrew manufactured with world-class automated processes.
Working with linear-motion suppliers having expertise in all a design’s links is the best way to get top design performance. Ultimately, optimized motion control systems are like a high-performance sports car will all its elements well balanced … for which the right size motor + the right transmission + the right tires + great control features (such as antilock brakes and traction control) = great performance.
Consider some examples of designs requiring top performance. In some types of 3D printing, layer resolutions are being pushed as low as 10 µm per layer. In medical devices, dispensing units must output lifesaving medications and control doses down to microliters. The same type of tight accuracies can be seen in optical and scanning equipment, chip and wafer processing equipment in the semiconductor industry, and the lab-automation space.
Only linear motion designs built with a holistic approach to component selection and integration can satisfy these ever-higher performance requirements. Often the most suitable solution for these builds is a motor-driven screw and nut with appropriate control architecture. So let’s consider key considerations and performance characteristics for each link in this type of linear assembly.
Link one: Quality of leadscrew and nut
Leadscrews have been around for decades in various forms with an array of nut designs and materials. For much of that time, the machines used to manufacture leadscrews were manually adjusted — limiting quality to the capability of the machine and the skill level of the operator. Most manufacturers today still use this type of equipment, but modern automated processes are taking leadscrew quality to the next level.
For example, such operations use a CNC-controlled infeed, skew adjustment, and pressure controls for roll-threading process to yield the most consistent leadscrew thread forms. The surface finish of these leadscrews is consistently smooth and free of surface abrasions that can tear at polymer nuts … for unprecedented system accuracy and life.
At the same time, advanced metrology and inspection techniques that trace the form and shape of leadscrew threads show results in point-to-point lead accuracies that are up to three times better than those of traditional manual methods. That consistently holds lead accuracies down to 0.003 in./ft over the length of a screw.

For transport-type applications moving some object point to point along an axis, the traditional method of checking lead accuracy every 300 mm or six inches is adequate. But for the highest precision applications, the accuracy of each shaft thread is relevant. Deviation from the suitable thread geometry is known as the drunkenness of the thread.

Deviation from ideal dimensions within a single thread rotation is known as the drunkenness of the thread as described in ISO Standard 3408-3.
New automated CNC manufacturing equipment, processes, and detailed inspection methods produce tighter control and quality so that the high and low point within an individual thread show greatly improved sub-rotation accuracy — in other words, less drunkenness. This in turn helps leadscrews hold positioning repeatability over a single rotation to 1 µm. This is an especially critical performance metric in applications such as processing expensive wafers and chips for the semiconductor industry and accurately dispensing medications in a syringe pump.

Specialized equipment can inspect 100% of the screw length or up to 20,000 points over 72 in. compared to traditionally checking a single data point every 6 in. over the same length.
After thread rolling, advanced screw suppliers straighten screw shafts with an automated to minimize errors and runout that can cause vibration, noise, and premature wear. Screw-shaft straightness is critical because any error is accentuated when it is assembled with the motor. In contrast, traditional (manual) methods of screw straightening can produce a snow-cone effect in the screw-shaft geometry — in the form of a single arch or multiple arches that corkscrew around the long shaft axis. Again, automated straightening and inspection eliminate these errors resulting in stable screw performance.

Automated straightening of leadscrews yields screws with higher accuracy than those from manual straightening operations.
The final step in the production of leadscrews is application of a PTFE coating. Only a consistent smooth finish provides long life and system performance. Inconsistent application of the PTFE (resulting from a suboptimal coating environment or equipment) can spur pitting, fissures, bubbles, flaking, or surface roughness that cause premature wear in the nut and shortened assembly life.

Shown here are leadscrew PTFE surface coatings (unacceptable and acceptable) under microscope.
Link two: Interaction of the nut and screw
Traditional anti-backlash nuts use a multi-piece design that requires a coil spring to move a collet linearly along the nut to close the fingers and control the fit between screw and nut.
Problems that contribute to failure in these designs are the sporadic and variable force of the spring, stick-slip of the collet on the nut, and fluctuating pressure as the nut material wears. In contrast, one alternative nut designed to deliver constant force includes a simplified two-piece design that applies pressure to the nut fingers in a radial fashion which is the direction needed to control clearance or play between the nut and screw.

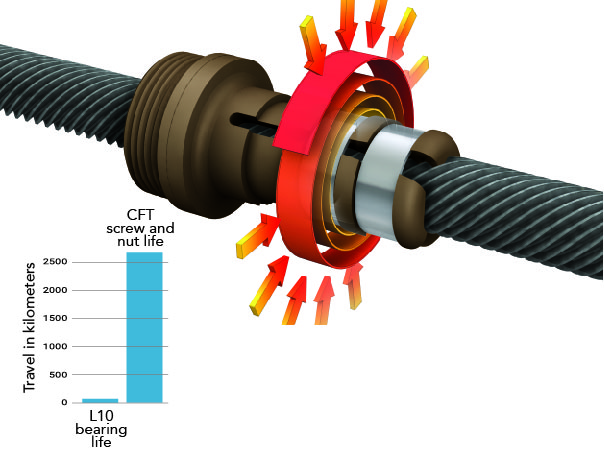
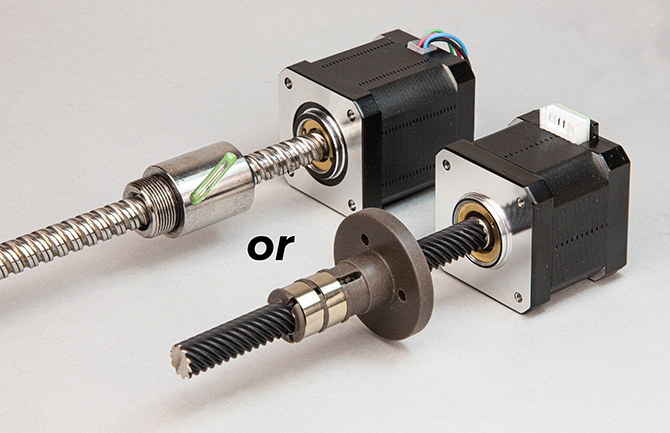
Shown here are a conventional coil spring and collet anti-backlash nut Design and a Constant Force Technology (CFT) anti-backlash design patented by PBC Linear. The latter is tested in excess of 2,500 miles travel without failure … for forty times the L10 life for the axis.
Consider the conventional coil spring and collet design for an anti-backlash leadscrew nut. Here, a variable force coil spring generates axial force which is converted to radial force through mechanical interference. The design relies upon injection molded components to apply force equally to the fingers. Benchmark testing confirms that preload changes dramatically in the first 1,000 cycles.
In contrast, certain constant-force anti-backlash leadscrew nuts provide backlash performance that’s two to four times better than conventional designs as validated by lab automation customer’s FDA testing. A constant force spring design ensures consistent pre-load over the life of the axis. Self-lubricating nut material with PTFE for lubricity and enhanced efficiency.

System testing utilizing laser interferometers validate accuracies and can provide screw mapping capabilities to aid in the final system integration.
One of the biggest advantages of constant-force anti-backlash leadscrew nuts is their capability to be tuned to an application with adjustments to the spring and other parameters. This tuning allows for the optimization of preload, backlash, drag force and running clearance to meet the specs required. Each screw and nut combination, along with each full up motor and screw assembly, can be tested for each of these performance characteristics during validation and final inspection.
Link three: Coupled or direct connection to drive
The next link in the chain is how the screw attaches to the motor. There are three basic ways this can be accomplished.
The first is the most traditional method where a coupler is introduced into the assembly as the component between the screw and a motor built with an extending stud shaft This design requires more space for the length of the coupler and any associated attachment housing, and it also can create alignment issues. Due to the increased number of components, it is more difficult to keep everything on centerline. If one or more of the components are out of round or alignment, the result can be a cam type effect that greatly affects performance and the life of the system.

Here is a design that includes a coupling between the leadscrew and motor as well as an integrated hybrid linear actuator alignment.
The second method inserts the screw into a tapered bore to mechanically secure it in place (from the back) with a bolt. Such assembly is common on motors that will require frequent maintenance — and a quick method for disassembly and reassembly. The drawback is that alignment is difficult to hold and can spur a snow-cone effect that amplifies inaccuracies over the length of the screw. In addition, this snow-cone wobble in the screw creates wear points that can spur the need for maintenance and premature system failure.

Laser welding securely locks the screw to the motor for the highest levels of accuracy.

The third method is a direct fit of the screw to a hollow shaft within the motor and affixing the screw with a laser weld on the back of the motor. This method ensures the maximum engagement in the fit of the screw with the motor resulting in the highest accuracy alignment possible. In some cases, the weld may be replaced with an industrial adhesive that creates a permanent bond between the screw and motor. This assembly method also provides the highest level of accuracy by providing the least amount of runout in the screw resulting in extended life and minimizing the need for maintenance.
Optimizing leadscrew, nut, and coupling alignment extend the life of the entire system. As a baseline for comparison with other elements in the system, testing in a variety of orientations with various leads, and with a range of loads and speeds. The results have shown travel life exceeding the standard L10 bearing life by 40 times.
In other words, traditional motor-and-leadscrew setups include multiple components that require assembly and are difficult to align. They introduce play and tolerance stack-up that degrade accuracy and increase the potential for failure. High component count also makes for higher overall assembly cost. But integrated hybrid linear actuator setups include a leadscrew aligned and fixed directly with the motor — for fewer components. That makes for greater rigidity, accuracy, and reliability … as well as overall design value.
Link four: Selection of motor type and design
Linear actuators come with a choice of motor options with the most common motor choices being an open loop stepper, a closed loop version using either a board mounted control or an industrially encased smart stepper, and lastly a brushless dc (bldc) motor. Each has its own performance proposition or speeds and load capabilities, and each also comes with their own set of pros and cons around cost, integration, control, and more that we cover later.

From left to right are common motor choices for linear-motion axes — BLDC, industrially enclosed smart stepper, stepper with IP20 rating and mounted control, and open-loop stepper motor.
The biggest impact on the linear motion performance of a motor requires a look under the hood at the internal design of the motor. Typical general-purpose motors use a wavy washer to hold bearings and the assembly in place. This is usually adequate for rotary applications and often can be applied to linear as well. However, wavy washers do provide for an amount of compliance within the motor that can spur small amounts of axial or linear play that translate into inaccuracies of linear position.
To alleviate this, one or both of two elements can be modified in the design. Larger bearings can be inserted to increase the thrust load capability of the assembly, and a spanner nut can be added and adjusted to a predetermined torque specification to take the play out of the system.

Two common elements in motor assemblies include bearings and adjustable spanner nuts.

Link five: Choice of control options
The final link that pulls all the elements together is how the physical linear motion is to be directed and controlled. Traditionally this would need multiple separate pieces including an amplifier and controller. Each would need a cabinet and the associated hardware, wiring, encoder, and sensors for feedback. These setups can become complicated and cumbersome to install, troubleshoot, and operate.

Integrated control options for stepper motors abound. Left is an industrialized smart stepper. Right is a commercial IP20-rated motor with a control board mounted on the motor end.
The emergence of off-the-shelf smart motor solutions has served to simplify the wiring and reduce the number of connectors and sensors associated with gaining step-servo type performance and control. This provides cost savings thanks to a lower component count as well as less time and labor associated with the install. These motors also come in preassembled industrialized packages that seal and protect the board and control from abuse or contamination with ratings to IP65 or IP67.
When an application requires specific customized features, has minimized space and size considerations, or low cost is a critical driver, a custom unencapsulated IP20 motor-mounted board control is a useful option. This is especially true for large-volume applications placed in stylized housings or equipment. Such actuators impart the advantages of smart motors (typically at substantial cost savings) and control is right at the motor for easier and faster communication with the master or PLC.

Today’s leadscrew-based actuators support integration into traditional and distributed control architectures.
Case study — High-precision Z axis: A manufacturer of a highly precise SLA style 3D printer needed to hold layer resolutions to an exacting level of 10 µm. The mechanical accuracy of the constant-force anti-backlash nut and leadscrew coupled with the high performance of a smart step-servo motor made for a system well within the specification at lower overall system cost — as this assembly needed no linear encoder for feedback from the point of interest.

Stereolithography DPL 3d printer create detail and liquid drips, platform slowly move with liquid close-up. Progressive modern additive technology 3D printing, create scaled model by UV polymerization
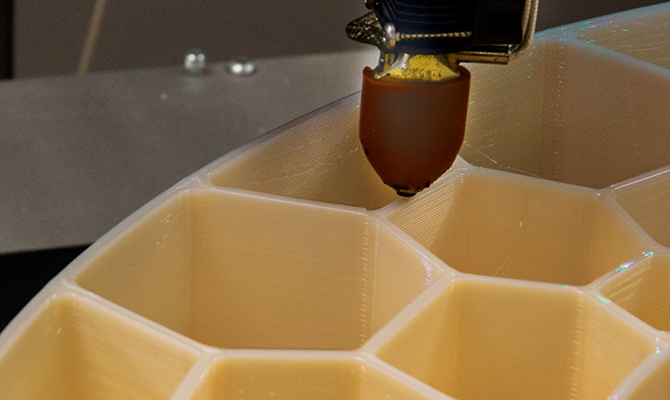
Case study —X-Y contouring and dispensing: A fused deposition modeling (FDM) 3D printer tends to produce a part that shows ridges or the beads from each layer as it is placed on the printed part. Working with an FDM machine builder and using the consistent performance of the constant-force anti-backlash nut features, engineers were able to decrease the surface finish and layer resolution of prints while using the control commutation capabilities of a smart step-servo motor to improve performance resulting in twice the process output of a typical FDM printer.
Case study — Medical syringe pump: A leading manufacturer of syringe pumps for medical applications needed the highest levels of fluidic control with minimal flow variance over time. This was critical to their lifesaving equipment. Specific life tests were conducted with a constant-force zero-backlash nut and screws operating side-by-side with competitive screw-and-nut assemblies using a conventional coil spring and collet. In the end, all the conventional designs failed to complete the test due to loss of preload, but the final results showed the leadscrew assembly with the constant-force nut to be 200% better for fluidic accuracy over the full 1.5 million cycles targeted.

Case study — Metals additive-manufacturing platform: Ballscrews are proven to be the product of choice for heavy load and high duty-cycle applications, and ground ballscrews offer extremely high precision. Even so, there are a growing range of applications for which the choice between rolled ballscrews and leadscrews isn’t as clear.
Consider how a leader in metal additive-manufacturing machines tested leadscrew and motor assemblies head-to-head with a similar rolled ballscrew unit. A leadscrew assembly with superior thread rolling, a polymer nut, and a motor optimized for linear performance exhibited less backlash and higher accuracy than a comparable ballscrew-based actuator.
What’s more, the polymer nut’s self-lubricating nature eliminated the need for added lubricants … making the machine process cleaner and safe from printed-part contamination. Secondly, metal-to-metal contact was eliminated between the nut and screw. This reduced noise for much quieter operation. In the end, the integrated leadscrew delivered superior cost advantages and print quality.
PBC Linear | pbclinear.com
Filed Under: 3D printing • additive • stereolithography, Encoders • linear, Linear Motion Tips, Motors • stepper



Tell Us What You Think!