
Precision press feedback ensures engineered plugs are correctly installed.
An automobile’s automatic transmission case is a complex casting with a sophisticated valve body with many channels and passages. These features must be precisely connected to perform the necessary control functions. However, it’s not always possible to cast all interconnections. Some case features necessitate drilling through the casting’s outer shell (and one or more internal channel walls) using cross-drilling. Such drilling leaves a hole in the outer shell requiring sealing to prevent fluid loss.
More controllable cross-drill sealing method
One automotive manufacturer — a longtime customer of monitoring-systems supplier Promess — employed a Promess Electro-Mechanical Assembly Press (EMAP) to press steel ball bearings into cross-drilled holes to seal the holes. While this sealing method worked in previous applications, it failed for a new thin-walled transmission case, causing housing cracks, unacceptable leakage rates, and warranty issues.
The EMAP is an electric servo press instrumented to monitor and precisely control peak force and final position. However, the user had programmed the ball-pressing application to stop at a specific distance, so only distance was controlled. Neither the dimensions of the ball nor the diameter and surface finish of the hole were held to tight tolerances. As a result, the same level of force could leave the ball in a broad range of positions within the hole. This variability was the root cause of the leaks and cracks.

The Betaplug product includes a body and an inner pin that causes expansion for tight seals. Betaplug is a trademark of The Lee Company.
To address these unacceptable yield issues, the manufacturer replaced the steel ball with a Betaplug expansion plug produced by The Lee Company. This preassembled, two-piece tapered expansion plug has an inner pin and an outer plug body with lands and grooves that bite into the housing during installation. More specifically, the Betaplug product is designed to install in a matching tapered bore that creates a suitable fit. It reduces unnecessary expansion and has a predictable boss stress suitable for brittle materials or thin wall conditions.
An installation tool is designed to install the inner pin below flush while staking over the plug body’s back edge.
Fine-tuning the case-plugging process
Using the Betaplug expansion plug eliminated the cracked housing and production yield issues. However, the manufacturer carried over an improper installation specification that created new manufacturing issues — namely, an unacceptable scrap rate, yield issues, and fixturing damage. So, the manufacturer contacted Promess and The Lee Company. Both companies were asked to examine the complete installation and assembly process and suggest a solution to the high scrap rate.
The Lee Company engineers determined that the Betaplug products were being overpressed; this produced excessive radial force when the pin moved to expand the plug body and extrude the plug in the installation bore. The manufacturer was reluctant to change the distance-based programming because successfully installed plugs weren’t failing in the field.
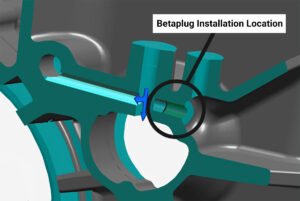
Shown here is where the automotive manufacturer employs the Betaplug on the cross-drilled transmission case casting.
New sealing component requires new sealing approach
A proper installation for a Betaplug product should be terminated when the staking is complete, regardless of where the unit is located within the bore. The manufacturer’s engineers wanted to install the plug at a fixed point within the bore regardless of the optimum staking location; that was where the steel ball plug had performed best. However, in a tight bore, it generated the excessive installation force that extruded the Betaplug expansion plug.
Promess engineers recommended that the manufacturer change the programming to measure more than a simple force level or distance. The engineers highlighted the benefit of combining EMAP instrumentation with the sophisticated data-processing capabilities of the Promess Motion Controller. The result is the ability to measure and control absolute force, distance, and more complex relationships, such as the rate-of-change between those measurements.

Shown here is Promess’ Electric Servo Press used to install the Betaplug product.
During installation, the Betaplug product initially moves as a unit until it lands on the outer plug body and begins to dig into the bore. When adequate resistance is achieved, the plug body stops moving, but the inner pin continues moving, generating the expansion force that creates leak-tight seals and ensures retention. When the pin is 0.5 to 0.8 mm below flush, the installation tool stakes over the top edge of the plug body.
This transition produces a readily detectable inflection point in the rate of change relationship between press force and distance. After it’s detected, it’s a simple matter to stop the press when the pin is appropriately inserted into the plug body. The result is a properly staked installation that avoids harmful pin over-insertion. As an added benefit, the programming can also detect parts that are upside down, sideways, or missing a pin/component.
Promess engineers and their Lee counterparts performed extensive laboratory testing to validate the new programming. This was done prior to installing the upgraded application in the manufacturer’s plant, where more trials were performed. The new rate of change-based application was put into production after all the needed tests were completed.
Lee Company
www.theleeco.com
Filed Under: Seals • O rings, Seals



