By Bernie Moltchan, Simplimatic Automation Sales Manager – Beverage, Simplimatic Automation
Simplimatic Automation, Forest, Va., manufactures material handling systems and automation for the packaging, semiconductor, electronics, assembly, pharmaceutical, medical device, optical and automotive industries. Recently, the company’s beverage industry team worked on the design details of a high-speed conveyor that would serve as the overall control and coordination backbone for a new multi-million dollar canning line for a premium beverage brand.
 In the midst of their initial planning, the design team was handed a new challenge: Due to a new configuration of the packaging line, a long curving section of conveyor had to be moved and shoehorned into a short section between two critical stations on the line. The new section, now straightened and only 6 ft long, would carry one, two, or three lanes of packs to a shrink film bundler/tray packer.
In the midst of their initial planning, the design team was handed a new challenge: Due to a new configuration of the packaging line, a long curving section of conveyor had to be moved and shoehorned into a short section between two critical stations on the line. The new section, now straightened and only 6 ft long, would carry one, two, or three lanes of packs to a shrink film bundler/tray packer.
Other requirements for the reconfigured line included:
• Automatic changeover to maintain the integrity of one, two, or three lanes of packs as they enter the shrink bundler/tray packer
• Accommodate multiple lane widths
• Ensure precise and repeatable operation
• Maintain high throughput by providing long life and trouble-free operation
• Resist corrosion
• Feature food-safe lubricants
• Operate via Ethernet-based communications
Overview of the new canning line
A conveyor system unifies the new line. Empty cans are de-palletized and enter the line; filled cans are bundled and shrink-wrapped—then trays of packs are routed to a palletizer. On average, 1,450 cans of beverage are filled and seamed per minute. Filled cans are fed into a pack cartoner that produces 4-, 6-, 8-, 10-, and 12-packs of 12- and 16-oz cans, depending on the run. This line accommodates more than 100 SKUs. After cartoning, packs are divided into lanes via an active roller wheel conveyor before being fed into the bundler/tray packer.
One of the highlights of this new line is that it produces a wide range of bundle and tray pack patterns to accommodate retailer preferences. Different combinations of packs and lanes facilitate the diversity of pack patterns.
Due to topological considerations and choices made late in the project regarding the types of machines to be used at the end of line, the new 6-ft section of conveyor had to be sandwiched in between the lane switch device and the tray packer. The design team needed to develop a lane divider solution that would ensure that packs entering the 6-ft section—at a maximum of 62 packs per minute—maintained their precise orientation within their designated lanes. Not only were one, two, or three lanes required for various tray patterns, but also those lanes needed different widths, depending on the packs.
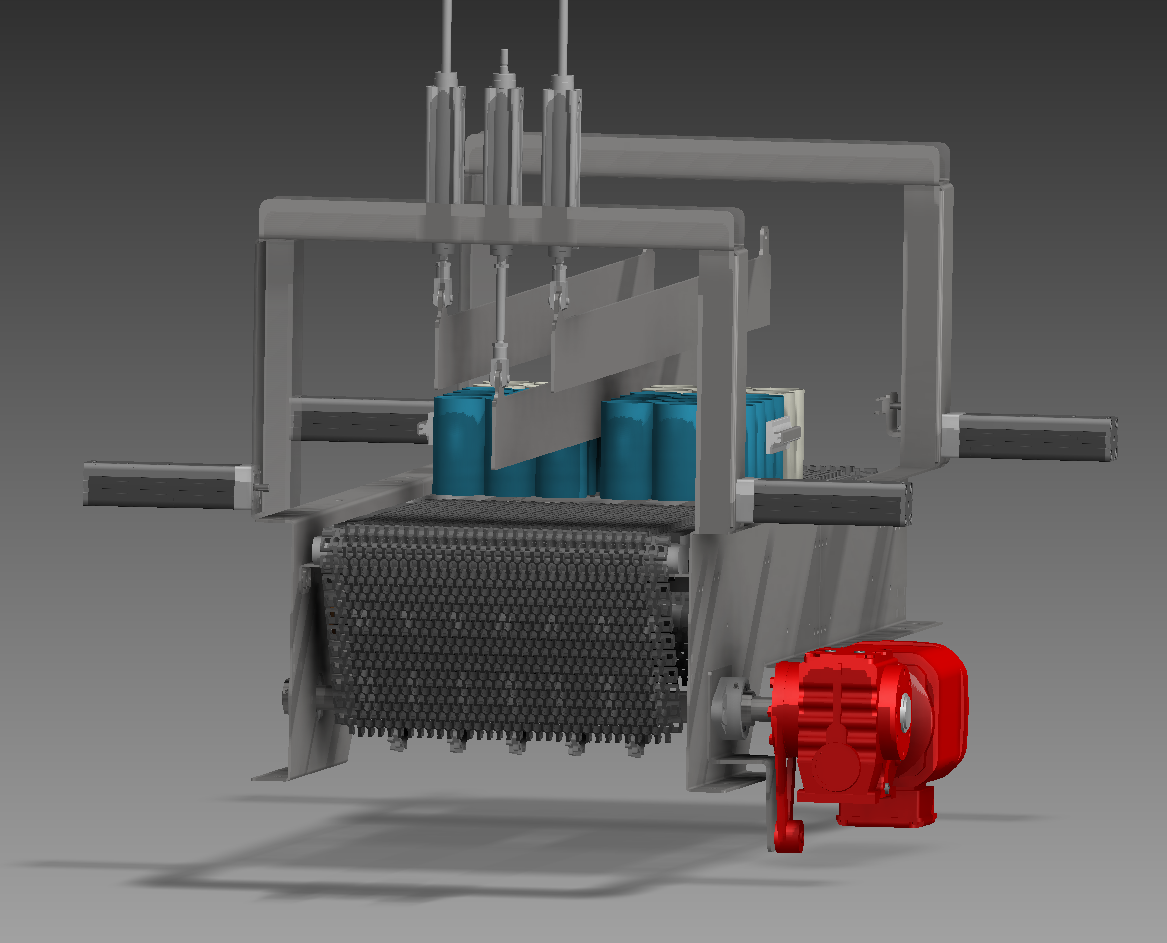
CAD model of a two lane configuration shows the middle divider lowered.
Electric or pneumatic actuation?
The most elegant design would be to lower metal plates—dividers—between the lanes. The divider design had the advantage of being a simple, low cost solution that would maintain lane separation. Lowering the middle divider, for example, would maintain a two lane infeed. Lowering the outer plates, while the middle remained up, would maintain three lanes. Having all the plates raised would allow for one lane operation.
Guide bars on the sides of the conveyor would extend or retract to maintain proper width of the lanes.
Working with Festo, one of the company’s suppliers, the design team ran cost benefit and performance analyses on whether electric or pneumatic actuators would be the optimum choice for lowering and raising the dividers and extending and retracting the width guides.
These applications require relatively few movements per day. In terms of long service life, low cost, and high reliability in this application, pneumatic actuation clearly was the most cost effective choice. For the raising and lowering lane-maintaining actuators, a Festo design engineer suggested double rod actuators with 100-mm stroke.
“Double rod actuators provide exceptional rigidity,” said Mark Eanes, Sales Engineer. “The assured rigidity would be an asset in maintaining the specified orientation of the dividers over their service life.”
Because this section of conveyor is near a washdown area, light amounts of over spray would be part of the environment. Eanes made sure Simplimatic would receive corrosion resistant cylinders, which have-food grade grease and seals incorporated into the bodies. Adding the NSF-H1 rated grease was a custom feature, but did not require any extra time in delivery due to fast handling by the Festo Customer Solutions Group. These cylinders incorporate the company’s PPS self-adjusting air cushioning feature that provides for fast set up (no adjusting screws needed) and long service life, due to the soft stop at the end of the stroke.
For the changing width requirement, Eanes identified four position cylinders for the application. These pneumatic actuators extend or retract to four unique positions. The cylinders were also specified as corrosion resistant with food grade lubrication. Festo supplied its IP67 rated MPA-L valve manifold to control the actuators.
The unit for the Simplimatic application was a 16-station manifold. Dual 3/2 solenoid valves were used to control the four position cylinders. The MPA-L is a compact manifold with direct fieldbus communications through the Festo CPX bus node. Only one power line and one Ethernet cable had to be run to the valve bank for a clean installation. CAD models were supplied for all key components, which streamlined fabrication for Simplimatic. Eanes provided schematics of the pneumatic system early in the project, via the company’s FluidDraw software, ensuring that the functionality of the valves matched the demands of the application.
“Overall, the close collaboration with a long time supplier meant that design solutions came in faster and with more assured results,” said Ray Moltchan, Senior Mechanical Engineer, Simplimatic. “This freed up our design team to move on to new challenges. It also lowered our engineering overhead.”
Simplimatic Automation
simplimatic.com
Festo
festo.com
Filed Under: Pneumatic Tips



