By Ken Kozicki, Rogers Corp., Carol Stream, IL
The design of railcar floating floors can present a few challenges for acoustic engineers. The requirements to mitigate structural and airborne noises for a comfortable, quiet, and aesthetically pleasing interior is only one element of floating floor design. Other factors include construction longevity and integrity, keeping in mind that the service life of a railcar is likely to be at least 25 years.

New standards requirements for railcars require newer materials, such as silicone foams.
While acoustic performance is the most significant driver, other drivers include ease of fabrication, assembly, and replacement, if necessary, into and from the vehicle. A newer requirement is that all of the materials used throughout the floating floor panels must conform to specific flame, smoke, and toxicity (FST) standards.
Silicone open cell foams are quickly becoming the material of choice for these requirements. Unlike carbon-based polymers, silicone, with added fillers and chemical blowing agents and catalysts, can be manufactured into open cell foams that meet the toughest FST standards. For example, any foam used in the aircraft industry is based from silicone. Yet, the benefits of silicone foams go beyond the fire characteristics. Due to their intrinsic properties, silicone foams can be guaranteed to not degrade (take on a compression set, lose compression force, or deteriorate with continuous dynamic load changes) over the life of the vehicle.
A typical floating floor design consists of a system of individual panels constructed from layered materials. Usually the construction will include a high-wearing carpet or laminate bonded to a flooring substrate. Anti-vibration pads are placed under (or onto) the flooring substrate to isolate the floor panels from the sub-floor.
Traditionally, the pads are cut from various open-cell foam materials, including polyurethane and neoprene. Non-foam materials, such as EPDM rubbers, are also used in railcar flooring constructions that are not categorized as floating. In general, however, industry experience indicates that open cell foams provide the best isolation against impact. Although all of these materials can function as viable anti-vibration pads, they are limited in three areas:
• Conformity to FST requirements, such as BS 6853 Cat 1a, NFF 16 101 M1F1, UNI CEI 11170 Class 1a F1, and EN 45545 R9
• Extreme temperature ranges (up to 225° C)
• Permanent compression degradation over the life of the floor
The challenge with silicone foams is that few comparison values transfer cleanly with other open-cell foam materials. For instance, if a current floating floor design has polyurethane pad values respective to dynamic modulus, natural frequency, or elastic modulus, the values need to be re-established based on the nature of how silicone open cell foams deflect, relax, and respond to loads, compression, temperature, and fatigue.
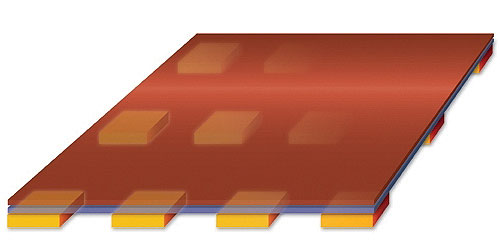
Typical floating floor designs consist of a system of individual panels constructed from layered materials. Silicone open cell foams are becoming the material of choice for anti-vibration pads placed under (or onto) the flooring substrate. These materials won’t take on a compression set, lose compression force, or deteriorate with continuous dynamic load changes over the life of the vehicle.
The most significant difference between silicone foams and polyurethane foams is the non-linear modulus of elasticity throughout the compression of the foam’s thickness. But this can be used to advantage. The different elastic modulus modes, depending if the silicone foam is compressed 10%, 20%, or 50%, can reach precise isolation values specific to the application (for example, a pad for a very high speed rolling stock car will have different requirements than a pad for a commuter rail project).
With the expanded capabilities that silicone foams offer, various pad lay-outs can be considered to meet manufacturing, cost, and sustainability objectives. In instances when safety must not be compromised or when acoustic performance cannot be degraded over time, silicone foams can be a good choice.
Discuss this on the Engineering Exchange:

Rogers Corp.
www.rogerscorp.com/hpf/tools/floatingfloor/
Filed Under: Materials • advanced




Tell Us What You Think!