![]() [The following is a lightly edited transcript from the webinar, “Ready for flight: Gaining a competitive advantage using additive manufacturing,” brought to you by Stratasys and Design World Magazine.]
[The following is a lightly edited transcript from the webinar, “Ready for flight: Gaining a competitive advantage using additive manufacturing,” brought to you by Stratasys and Design World Magazine.]
Sheryl: Welcome to the Stratasys webinar. We are delighted you have joined us today. Today’s topic is Ready for Flight, gaining a competitive advantage in aerospace using additive manufacturing. According to a recent report by Deloitte University Press entitled ‘3-D Opportunity in Aerospace and Defense’, additive manufacturing providers need to improve existing systems to be able to consistently deliver high-quality parts. Only then will AM likely reach its full potential in the aerospace and defense industry. To achieve this, design engineers need a statistically significant data set, design guide, quality, certification procedures, and well-developed supply chain in order to realize the full potential of additive manufacturing or 3-D printing to support aerospace applications. Today we will hear how America makes teams with Stratasys and several industry leaders to qualify FDM additive manufacturing for use on certified aerospace applications. We will also learn about Stratasys solution that includes the new aircraft interiors configuration, Fortus 900mc, which provides the path for certifying aircraft interior parts manufactured with FDM technology for flight.
Our experts today are John Wilczynski from America Makes and Chris Holshouser from Stratasys. John is Deputy Director of Technology Development for the National Center for Defense Manufacturing and Machining. Chris Holshouser is the Director of Specialty Solutions for Stratasys. I’ll now turn the session over to John. John, you may begin.
John: Thank you, Sheryl. I appreciate this opportunity to talk to you about an important advancement made within the additive manufacturing community that specifically addresses some of the critical requirements that would have been identified on the America Makes Technology Roadmap. But before I get into that, I’d like to talk to you about a little bit of the background that went into developing that Technology Roadmap and provide to you an America Makes point of view. I would also like to walk through an explanation of our vision, where we think the Manufacturing Institute fits in, how we’ve structured our approach to additive manufacturing, research, and more specifically, talk to you about a specific example of technology development focused on high-temperature thermo-plastics.
I will now get into explaining to you a little bit about the Institute, what we were founded to do. Specifically, in 2012 we were created as the first manufacturing innovation institute that is currently known as Manufacturing USA. The vision of our institute and others is to bring together all of the great minds in government, industry, and academia to accelerate the adoption of additive manufacturing technology to build a more competitive domestic manufacturing base. And specifically, the goal we’re trying to address is to build a collaborative environment to bring these technology advances to the factory floor so they can be realized by industry.
I would like to give you just a couple points about how we approach innovation at the Institute. So, the Institute is set up to align project funding to prioritize items identified on the member-driven Technology Roadmap. I’ll speak to you in more detail about that Roadmap, how it was created, what goes into it. Our network is quite vast. We have over 200 members at America Makes that represent a wide variety of industry, academic partners, government partners, that includes both large and small industries, anything from startups to multi-billion dollar corporations are part of this network that’s come together around this specific technology. But there are two other elements that are necessary, or we feel are necessary, to be coupled with this technical innovation and development that’s done, and those are workforce readiness and technology transition. So we need to make sure that we have a workforce that is ready to embrace this technology and we need to make sure that we have the transition in mind as we develop any technology.
So, a little bit more detail on where we fit in at America Makes, just so everyone understands why we’re involved with this effort and how it really came to be. So, we at America Makes feel that we’ve established ourselves as an impartial convener. So what we’re trying to do is bring together the stakeholders around additive manufacturing and collect and coordinate data, both technical and workforce related, and pull that together into high impact, high difficulty collaborative projects. So, we’ll talk to you at the end of my time about one of the collaborative projects that have been executed that ties back to this America Makes Roadmap. And then we also have found a significant amount of value. We’ve been at this for over five years. We celebrated our fifth birthday this past summer, and what we’ve found that creating an approach to road-mapping that is based on a common language that everyone can rally around, that common taxonomy or methodology utilizing a systems-engineered approach has allowed us to gain a lot of traction within our partners both on the government side and our private partners that make up our membership.
The next slide you can see a simple graphic that shows how we’re bringing this community together and why it’s important to have an institute to take on this kind of work. We touch everything, as I mentioned, from small business to large businesses, from non-profits to government partners that work with us, the national labs work with us, academic partners and all of this is tied back into a larger Manufacturing USA network. Each institute is focused on a specific technology and wanting to mature it. Our technology of interest, obviously, is additive manufacturing. So through our power to convene and bring together this large community, as I’ve mentioned it’s over 200 members that make up our current community as it stands today, what we’re really trying to do is address this gap that exists between the great work that we know happens within the basic research community, so within government labs and universities, and the great capability that we know exists in the private sector. But we also know that the private sector is only going to take on risk that they can understand the value that can potentially be realized through it.
So there’s this gap that exists between those two communities and what we and other institutes are in place to do is try to bring those two communities together so that we are doing research on an area that we know can be built into commercial products and we can also pool that need associated with the commercial industry back to the basic research community. So, that’s an area that the Institute is focused and you’ll see an example of that here in a minute.
This focus, however, is really all tied back to our membership and bringing the community together around a process, what we call our Technology Roadmap, but at the end of the day, it’s important that everyone realizes that this is a member-driven collaborative process, so this is not some folks at America Makes dreaming up what is important in additive manufacturing, this is a very coordinated effort of bringing together the community across all those different industries and partners and members that I talked about a couple minutes ago and trying to understand, using a very structured approach, that ontology that I referenced in our Roadmap, and identifying what those needs are, then how do we take those needs and take action on them?
So, this chart here that you can see represents that whole process from identification of need and really fleshing that out and building it out into requirements to organizing and executing project topics that align back to that need as identified in our road-mapping process. So, the project that we’re going to be referring to at the end is really … It walks through the entire process from a need that was identified early by the community, very early by the community, and has been realized through project work that’s been done by Stratasys and other partners.
So, just another minute or two on our road-mapping efforts so everyone understands how we’ve matured our thinking kind of year over year, and Stratasys has been a partner since the beginning in helping us work through this process, mature our process, and kind of add detail to that as we move from year to year. So, we’ve created a road-mapping system, or excuse me, a road-mapping process that initially started out as structured brainstorming events. They moved into a much more structured road-mapping approach where we implemented systems engineering, where we used this common language that I referred to a couple times, and have ultimately then built specific project calls around high priority gaps that have been identified to the place we are today where we have a Roadmap that is built with automatic workflows and requirement traceability that tracks a voice of industry, so something that’s been identified by the community, through the process of decomposing that into requirements that need to be addressed and then ultimately realized through project work that creates a capability for industry. So, we’re trying to create that linkage from a need that’s identified, identify the priority associated with it, and then at the end of the effort, create a capability that is something that can be realized by industry to actually take advantage of the technology.
The couple things that we’ve done of significance are we’ve developed both technology and workforce and education roadmaps that have been released. The latest version released of the technology roadmap was version 3.0. It is currently available to our members. We’ve also done a roadmap with the Department of Defense that was very interesting that was released at the end of 2016. It is currently available on the America Makes website that’s free to read by all. And then we’ve worked on a additive manufacturing standards roadmap, which goes by the acronym AMSC, so we’re currently in the midst of working through version two point oh of that effort.
So, the road-mapping efforts, there are five major swim lanes that make up our Technology Roadmap, design material process, value chain, and AMG. Now I’m going to speak more specifically about the material swim lane just as a setup to the work that we’ve done. So, this is really to set the stage for why this is important, how critical this effort was, and where it specifically aligns to the needs as identified by our membership. And keep in mind, this membership includes a number of partners from the public side, including representation from all the DOD services, from NASA, National Science Foundation, Department of Commerce, NIFT, FDA, FAA, et cetera.
So a quick deep dive, or I guess a quick overview of the material swim lane. So within the material focus area, we’re looking to build a body of knowledge around benchmarked additive manufacturing property characterization data. So, this you’ll see, is at the heart of what we’re talking about today, that is core to what the material swim lane is focused on. I’d like to just highlight the DOD AM Roadmap Technology element at the bottom of this line. So you’ll see here, there are three very specific technology elements that were documented by the team that executed the DOD Integrated Roadmap. That was a series of, I think it ended up being 13 different workshops that we held with all of the services to ultimately put together the DOD Integrated AM Roadmap. But there are three specific technology elements that I would like to highlight here that are directly connected to the work that we’re going to talk about here. So this is where you can start to see the connection between the work that’s done and what we’re trying to accomplish at the Institute.
So now I’d like to spend just a couple minutes giving a setup to where we’re at, excuse me, what has been done on this specific effort. So, the next few slides I’ll talk through that were. In particular, this slide, the title of this slide, Maturation for FDM Component Manufacturing. So if you read the problem statement here, it reads, design engineers need a statistically significant data set, design guide, quality and certification procedures, to realize the full potential of FDM technology for aerospace applications.
A couple of things to highlight on there are the term aerospace application. So, there was a community that came together around this specific problem statement that understood that until we got those things that are mentioned, the technology is truly not gonna be something that we can take advantage of. Knowing that our membership consists of all those major OEM’s in the aerospace community and the tiered supply chain, there’s a large portion of our membership that cares about this problem statement.
So the main objective of this effort was to mature the Stratasys FDM technology for high-temperature thermo-plastics, in particular Ultem 9085, on a Fortus 900mc, from TRL of four to TRL of seven. So, this is right in the sweet spot of what America Makes is set up to do and bridge that gap between the basic research community and getting something out that can be commercialized and realized by the community. So, deliverables here were a mechanical test data set and B-Basis allowables. I’ll talk a little bit more about where we ended up with this effort and on the next slide.
So, this effort has come and went. We executed this effort a couple of years ago. You’ll see if you read through the issues and challenges portion of this, what we’ll end up seeing is that some of the challenges that were realized by the team at the end was developing a test matrix that met the engineering objectives of all of the OEM’s, excuse me, aerospace OEM’s involved, was not easy. Defining a standard printing style for relevant applications was not easy. And ultimately we were forced to, not forced, some assumptions were made to generate allowables that were not deemed acceptable by all industries at the end of the day. So, although there were some major accomplishments, a significant number of specimens were made. We developed some parameter optimization for lay-ups and et cetera, and round robin testing was executed. At the end of the day, the allowables that were generated were not acceptable across the industry.
So that had let us to the second effort, which I will talk about now. It’s really a continuation of that activity. The problem statement is similar. It reads a little different, but it’s addressing the same problem. There are more specific objectives here, you’ll see, and those objectives are to ensure process control and create documentation, identify and publish appropriate test matrix, fabricate test coupons and complete the testing and publish results. Project benefits similar to what we were attempting in the first phase.
So here, the team is slightly different than what it was in the first place.
You see Stratasys, represented here, was a large portion of the project team. They actually did a significant amount of work in between the two efforts to taking advantage of the learnings of the first effort, made some changes to tip geometries and software updates that made the second effort ultimately possible and we were able to go out and find funding to fund this second effort. Lockheed Martin was part of this effort. They’re a second printing location along with Stratasys. And then we have a new or a party that was not part of the first effort and that is NIAR at Wichita State University. So NIAR is the National Institute for Aviation Research. They’re a third party test laboratory, experts in allowables and testing. They have been subsequently funded by the FAA to do a similar effort, so we were able to pool the two efforts together and ultimately get more out of each of those individual efforts for the entire community. There’s a large peer advisory group associated with this effort, including a number of aerospace OEM’s and the supply chain.
Couple quick details on the difference between where we started and where we finished and then I will hand it over to Chris to get into a little bit more detail about what we’ve learned over the course of the efforts. You’ll see that on the left is the first effort. There was not certified material, a material process in place whereas in the second effort there is. So we have aerospace certified lots. There was not a standard printing style in the first effort. You can see in the second effort, thanks to a lot of research that was done by Stratasys in between the efforts, we were able to implement those improvements. You’ll see at the end the assumptions made on allowables were not broadly accepted. We know that. I just walked through that a second ago.
On the second effort the program is creating an industry, or an allowable step that is acceptable. That’s part of what the combination of our effort and the NIAR effort, which is FAA-funded, will come together and ultimately result in, which kind of hits on that last bullet. So, that is kind of a quick summary of how we identify prioritized needs, how they’re connected back to something larger, which is the America Makes Roadmap that is really a conglomeration of a number of entities coming together and documenting what the need is, using a systematic approach, and then actually funding activity to go make technology improvements and realize them so that they can become commercialized and utilized by the community.
So, none of this possible without the funding agencies associated with this. So, our people at [inaudible 00:23:36], as I mentioned they’re the organization that was funded to lead this effort. Stratasys was a very large component of actually completing the activity. That effort was funded through the office of Secretary of Defense, Manufacturing and Industrial-based Policy under the Defense-wide Manufacturing Science and Technology program. So under the DMS&T program, is who funded America Makes to make this work possible and then the NIAR work, which focused on the end camp polymer additive manufacturing program is a FAA-sponsored activity. The ability to bring those two together is what gets us the end result that everyone really wants at the end of the day and what we at America Makes were striving for from the beginning.
So I’d like to hand it over to Chris Holshouser, excuse me, I’d like to hand it over to Chris Holshouser and he will talk a little bit more detail about the work that was done on the project at a more technical level.
Chris: Great, thanks John. I really wanna take this opportunity to walk everyone through all the development activities that John alluded to and really the outcomes that brought us here to today and show how industry can leverage this work in further adopting and finding areas for other usage in manufacturing and their technologies. So let’s jump right in.
I’m sure several of you have read a lot of press around additively manufactured parts that are being put in aircraft. A lot of people are gearing up for this. And it’s true, there are several FDM-specific parts that are being flown today. Most impressively is what I’m showing here is actually a launch vehicle that made its way into geosynchronous orbit. And we have parts that are both inside this launch vehicle and on the exterior of this launch vehicle. So, what you would think and why we reference the high temperature thermoplastics, most people don’t believe that it can handle the [inaudible 00:25:46] and high load conditions of something as extreme as a launch vehicle, and we’ve already proven that that’s capable.
In reality though, we still haven’t really, as an industry, made our way across that chasm, or as John referred to it, as that gap, so that a majority of adopters can really take advantage of the power of additive manufacturing. So what Stratasys has done, organizationally we set up to really address those gaps and it starts with a similar process to what John talked about in creating these roadmaps and for us, it’s driving to application-specific requirements that we can align our product and development maps against internally so that we really can address those gaps, basically not just for aerospace but for all of our targeted industries that we think are early adopters of the technology.
So from all that activity that John talked about and that we’ve led into, what we’ve been able to do is take very complex elements and components that go into qualification and create an offering that walks adopters through what they would need to do for either a single system or even a fleet of systems to prove specific printers are performing at an equivalent level to that statistical database that we referenced that we have created. And really it’s the elements that go into this product, it consists of specifications on the material and the process, so we’re capturing everything that goes into the printers themselves and what happens when the printer starts to produce parts. Training our unique calibrations to make sure that I’m maintaining compliance with these systems that I’ve certified, maintaining and locking down the configuration, which is very important. Something that we’ve historically lacked, I would say, as an entire industry. Being able to offer physical upgrades to our system so you get those very highly repeatable results no matter where that system is located. So, it doesn’t matter what part of the country I’m in, what shift is operating that machine, I know that at the end of the day I’m gonna produce something that is expected and has been proven statistically.
We feel that this solution offering is unique and is one of the first few that are application-specific products and really what we’ve done is build off and created a refined approach focusing on really four key areas. These aren’t the only areas that move us into manufacturing, but these are the ones that we’ve really emphasized, starting with materials. So I mentioned before that usually thermoplastics aren’t viewed as something that is rugged or can handle the intense load conditions associated with flight, so we know we have to invest in materials to open up our application space and Ultem 9085 is something that is already commonly used in the aerospace industry. We felt like this is a good starting point to do with natural applicability to components that people would want to print. We know we have to expand on this, and so the process that we’ve created allows any of our future materials to follow suit and this really is gonna help drive greater adoption into other areas of the vehicle.
The second piece, which is really what we’re all about, is just reducing variability, so making sure that I have those consistent mechanical properties with statistical test data to support low variation so that we really can make the most out of what the material and processes are capable of doing.
The next one is factory integration. So a lot of additive manufacturing systems today belong in more of the office space and they’re not geared and ready, industrialized enough to be put on the factory floor. So we know that factory interfaces both physical and digital are what’s really gonna drive scalability, variability, and serviceability.
And then lastly, the one element that ties this all together and is probably equally as difficult as the very complex certification process is around design. So making sure that designers and analysts out there have confidence in the data as we scale up from specimens into components, sub-systems, and even total systems of the vehicle that could potentially be printed.
So this aircraft interiors product that I mentioned came about due to just these constant influx of questions were either within the network of America Makes or in other forums, users and adopters have admitted that they really struggle with these components. How do I even characterize something that behaves so anisotropically? What kind of confidence can I have in my material and process? Where are the sources of variability? What does my statistical control look like? And then lastly, once I’ve proven all of this and gotten through the test matrix and those types of elements, how do I make sure that I maintain compliance? Are there specifications that I can even order material against or get my system up and running that makes sure that I’m performing as I expect to be?
So using that as our basis and really diving into the first couple elements around machine variability, we found, and this is essentially the data that John referred to in that first program, we found that if you conform to a machine, an individual machine’s personality, I use air quotes there, you can really dial in that particular machine, but this is kind of like setting up your entire manufacturing process around a certain individual, a certain technician, on a certain shift that has certain characteristics. When you try and force that onto some of the other workers, or some of the other systems, in this case, we notice that it didn’t transfer. So you can’t really tune every little dot, dial, and knob to the certain behaviors of an individual system.
What we did is we took a step back and said, ‘all right, what are the key parameters that transfer across an entire fleet of printers to know that those are the critical features that I’m going to zone in on and create specification limits around and guidelines on how to control and understand those’?
So that was exactly our approach. We took a step back, we developed a sub-system sensitivity study that would systematically cycle through both hardware and software variables where we isolated those variables, evaluated them through full modifiable limits, which the rest were essentially locked down and were able to determine what the greatest impact was on final performance. Ultimate values as well as overall what we would say coefficient of variants, so how much spread do I have in the data? We even looked at the testing geometries that the AST in standards and the iso-standards offer up because in this case, the geometry also adds their own level of influence to the properties of the material and the process characterization.
All said and done, we were looking at over 300 different inputs and parameters that we had to evaluate, and this goes from micro-structure or essentially what we would say how you put the material down, what those order of operations look like, to where we’re building within our build chamber. Obviously, one of the biggest things that we found is being able to address defect mechanisms, things that would drive anomalies into our specimens that really blew up our variability. And it was this high number of parameters that gives additives the power of design freedom, but it’s also such a headache and so a lot of the eager manufacturing adopters early on were really intimidated to try and understand all 300 plus of these inputs that they had to ultimately lock down, spec, and control, but not give up the power of additive.
So if you leave it up to chance, or what we learned in the first program, and you create a configuration that’s based on the success of one machine, you really could end up looking like what we are displaying here in the orange line. On a good day, I’m up pretty high, I have some consistent results, and then randomly I’m in extremely low regions. And so this doesn’t provide a whole lot of confidence when I go to design a part to say, this is what this part is gonna perform like. And so, we spent a lot of time making sure that we understood what we’re able to, build after build, machine after machine, and the result came from what we call this aerospace configuration, which is represented by the blue line. And so these are the types of results that are coming from the program, the second program that John alluded to.
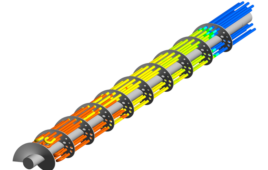
So specifically, if we dive into what data was collected for the second program, we really took it back to incoming material, which is very common in how you would do any material and process new introduction. We were able to sample three different batches of incoming material from the raw material provider, take that through our filamentation lotting process, run it through two different machines located at RPSM, one machine at Lockheed Martin and one machine at SDM.
We have four different machines that we’re collecting data from. We’re also sampling four different locations within our build chamber, which is represented by what looks like oddly shaped dominoes, which led us to, for the baseline, 24 different specimens for every orientation for 12 different ASTM standards, which followed a traditional test matrix you would see in the composites world, which resulted in something on the order of 4700 different specimens that have been produced as a result of this program. So that’s a lot of juicy data that are being made available to any of the adopting parties out there that are looking to move into production with additive manufacturing.
We spend a lot of time talking about the aerospace industry, so while this does follow more of a traditional evaluation process for them, we do believe that a lot of the elements that we’ve brought together really meet key elements of any industry P-PAP or Production Part Approval Process. While we use a lot of aerospace jargon that surrounds this product, we believe there is direct applicability for any similar requirements in any mobility-related industry and even oil and gas.
Now that we really have this data set that is so powerful that people can start to believe in the technology and believe in the material and what they can get from it, really what ties all this characterization together is when you get that property and performance data and you add thermo-mechanical tests. Now I can start to create material and process simulation models that allow for what I would call a translation from the specimen level to a very specific final part geometry. So having confidence in that performance of that final part is really one of the last leaps that we need to make to make sure that we can maximize the amount of mechanical performance for any material through any additive process and unlock that great design flexibility that I referenced so we can add value that additive manufacturing gives to you and really start to see some of the power be unlocked.
Specifically, topological optimization is thrown around quite a bit as a light-weighting technique or an optimization technique that only additive can make the outcomes of these types of optimizations. Without proper material models and without process simulation, it’s very difficult to actually create a printable model through the optimization that gets the weight savings, cost savings, or even throughput savings that you’re expecting.
So what we’ve done is gone in and created material models for Ultem 9085 on our 900mc system and created process simulation guides so if you are wanting to be able to do a finite element analysis or any of these optimization techniques that already exist, we now have models that build upon the raw data set that we mentioned before with the programs as well as some of our own thermo-mechanical tests and essentially allow you now to, on a part by part basis, perform the analysis needed for further adoption, opening up the realm of certifiable AM parts.
And we’re actually offering these models through a couple key partnerships. So these have already been created and are launched in December of 2017 with these industry-leading simulation software companies. And so these products now exist that have these embedded capabilities and allow you to be able to do things like, in this case, work prediction that we’ve been able to prove with the digi-map software and allow you to get confidence in not only mechanical performance but also dimensional stability. So we believe when you take the outcomes of the programs that John and I have talked about and combine them with the power of design, really now the options are really being opened up and are unlimited on where we can start to see additive manufacturing moving into material production.
Sheryl: Thank you Chris and John for sharing your insights today on our topic Ready for Flight, gaining a competitive advantage in aerospace using additive manufacturing. We have some questions coming in from our audience, so I’d like to take just a few minutes to have you respond to a couple that I think are meaningful for our listeners today. The first one I’ll toss over to you, John, and that question is what’s been the primary hurdle in establishing design allowables from materials used in additive manufacturing?
John: Thank you. Great question and I might Chris to add in if I miss something. I think Chris actually did a pretty good job right in the last couple of minutes of his portion of the webinar talking through all of the various parameters that need both in the design and within the equipment that needs to be taken into consideration in order to do this. We have found that all of these things coming together just everything that needs to be considered and the number of specimens to do it properly ends up being difficult. It needs to be a material and there needs to be an application space that is truly worthwhile at the end of the day.
There’s been a variety of different allowable studies that have been done for a variety of different components, but there continues to be challenges and for us, specifically, at the Institute, we funded a couple of different allowable studies, primarily in the metal space, and they were very specific aerospace applications that ultimately drove it, so similar to the rationale for doing the Ultem 9085 program here, there’s just so much that needs to be considered. There has to really be the business case around it for an organization or an entity to ourselves to get involved, but saying all of that, it’s something that everybody is absolutely dying to get their hands on.
It’s driving us to kind of take another look at that. So we’ve had some recent discussions with some of our public partners to try and better understand the needs associated with the design allowables and try to figure out what really is our role as an institute in trying to continue to drive this. Is there a place or isn’t there? So, it’s a question that’s not answered at this point in time.
Sheryl: Thanks, John. Chris, a question for you. One of our listeners is asking, can I qualify parts for certification using a Fortus 450mc or other 3-D printers other than the Fortus 500mc you mentioned in your talk?
Chris: Sure, Sheryl. Yeah, we actually get this question quite a bit and if you look at just Stratasys printers alone, potentially out in the field there are 400’s, 450’s, 900’s. The Fortus is basically based on the same platform, whether it’s a 900 or a 400, however all of our studies and all of our compliance has been related purely to the 900. And so while there’s a lot of similarities between the 450 and the 900, the equivalency process is only set up such that you would follow it for a 900.
Sheryl: Next question over to you John. Is this the first additive manufacturing material to undergo this process and will there be others?
John: Another good question. Yeah, I just mentioned that we at America Makes have done some design allowables programs at the Institute, but if we specifically think of the end result of this program and it’s connection to the end camp process that NIAR is, how we’ve come together, this is the first additive manufacturing-related material to go through this process. Ultimately, 9085 was selected to be this material for a variety of reasons. There’s known wide-spread usage of the material across aerospace and as Chris mentioned, applicability across a variety of other industries. It does meet FAA burn, smoke and toxicity requirements and the process, the FDM process is quite stable. So there’s a variety of things that need to be considered when you think through working something through this type of qualification activity. Obviously, there’s a lot of work that goes along with it, a significant number of samples and the like that’s just been walked through. But, that was a long answer to say yes, this is the first part to be qualified through this process.
Sheryl: Great. And Chris, one final question from our audience. Someone is asking, once I’ve qualified the Fortus 900mc can I produce parts indefinitely or will I have to re-qualify the printer at periodic intervals?
Chris: Great. Yeah. So this is a question we also get quite a bit and one of the things that we are trying to do is not redefine how I’d say traditional industrial machines or equipment performs and so whether or not you have a standard preventative maintenance item that allows you to go through certain checks to validate that the system is still performing as expected or I have an unscheduled repair, we’ve basically in our process specification identified when you would need to go through a re-qual process and make sure that nothing has changed.
This is very common in any qualified system, whether or not we have what we would consider a class one change or a class two category change. And so, some of the things that we’ve baked into the process spec identify and walk the user through when you have to take certain courses of action, but essentially between those checks and between the time of first qualification and my preventative maintenance, essentially the printers are ready to go and can be used for as many parts they can push through for that particular shift or for that particular serial number.
Sheryl: Great. Again, thank you both for sharing your information and knowledge on the certification process and how it impacts our folks in the aerospace industry and more broadly in other industries. We will wrap up today’s session but hope to keep that conversation going. We wanted to provide you an opportunity to look at more information about the certification process and the solution from Stratasys. You can find on our website several documents that will support the conversation we’ve had with John and Chris today. Stratasys.com/aerospace/aircraft-interiors. Thank you for listening to our session, Ready for Flight. We hope you enjoyed this content and enjoy the rest of your day.
Stratasys
www.stratasys.com
Filed Under: 3D printing • additive • stereolithography, WEBINARS