By Kjell Lyngstad, Global Account Manager, Bosch Rexroth Corp.
Total Cost of Ownership, TCO, involves looking beyond the purchase price. TCO gives you tools to look at the expenses incurred over a machine’s lifetime, and to make the most economical choices.
Total Cost of Ownership, TCO, is a financial estimate that can help you predict the cost over the lifetime for equipment, factory automation systems or components. It allows you to look at the cost for operations and maintenance in addition to original acquisition cost. And it helps you compare the costs of different types of equipment or systems under consideration, and choose the one most likely to be least costly over time.
We find that decisions based on TCO may lead to lifetime cost reductions of as much as 30% in factory automation applications. Most of the cost reductions come from reducing operational costs by applying more energy efficient solutions and reducing maintenance costs by selecting more durable components.
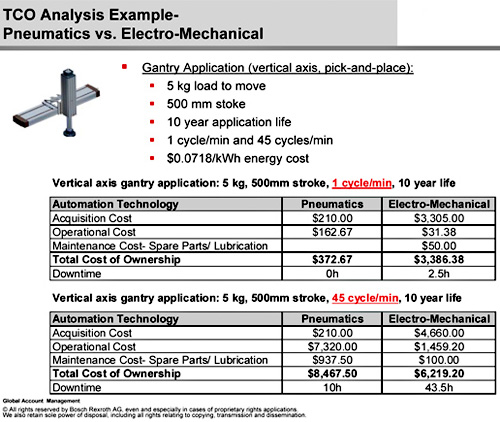
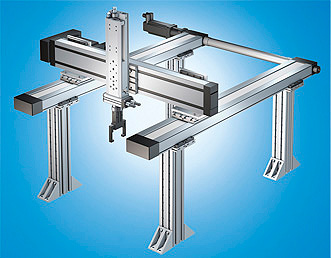
For this pick-and-place mechanism, the decision to use pneumatics or electromechanical drive hinges on the number of cycles per minute and the force requirements for the application.
Avoid paying 50% more than planned
In consumer shopping, we realize many of the products we buy cost a lot more than the initial price. When, for example, we pay $25,000 for a car we know that operating and maintenance costs are soon to follow. Over a 5-year period, these expenses can easily add up to $12,000, about 50% of the price of the vehicle.
Similar logic applies in the purchase of capital equipment: It’s easy to add unexpected costs to the ownership experience, both before and after the purchase, if you look only at the initial purchase price. The “cheap” solution in the short term may end up costing you more in the long run. Let’s look at the different phases of engineering, and the sometimes unexpected costs that lurk there.
The pre-purchase phase is the most important phase when implementing factory automation. In this phase, the cost elements influencing TCO depend on the time required to design, specify, and purchase the appropriate system. Making good choices in the pre-purchase phase can save time in designing the system and in sourcing the components. It is important to consider how to minimize the operational and maintenance costs in this phase; selection of the most durable and energy efficient technology will significantly impact TCO. An example for this is selecting de-centralized factory automation technology like wash-down rated pneumatics valve manifolds and integrated electric drives & motors that can both contribute to reduced control cabinet, installation cost and energy consumption.
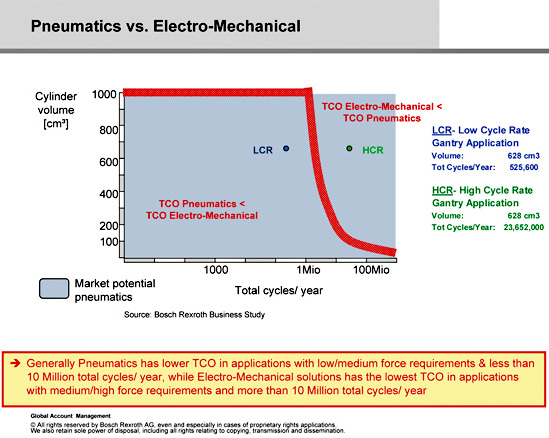
A study done by Bosch Rexroth shows that pneumatics has lower TCO in applications with low/medium force requirements and less than 10 million total cycles/ year, while electro-mechanical alternative has the lowest TCO in applications with medium/high force requirements and more than 10 million total cycles/ year.
The costly purchase phase: Once the system is selected and designed into the application, purchasing activities begin. Some companies can provide a single part number for a complete, fully assembled multi-axis factory automation system, making the ordering process easier by simply reducing 20 or 30 part numbers down to one. The result: Savings in the number of vendors, purchase orders, and line items, further leading to time savings throughout the approval, procurement and receiving processes, in addition to the potential savings in assembly cost and time will all contribute to the TCO.
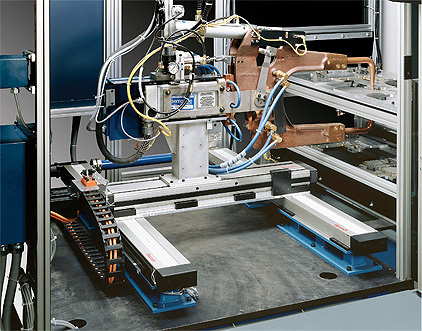
A well-implemented multi-axis manufacturing system, such as this circuit breaker welding system, cuts production time, increases throughput, and improves quality and profits.
The post-purchase phase: After the system is put into service, maintenance work can add thousands of dollars to the cost of ownership over the life of the system. This is a key area often underestimated by design engineers. Some linear products, for example, are marketed as “lubed for life.” However, it is important to note that the life (number of meters or revolutions traveled) is often defined with no load applied to the system. But when a load of just 100 lb is applied, the life of these components can be sharply reduced, for example, from 25,000 km to 5,000 km. For a machine with 1-m stroke, traveling at 1 m/s for 16 hours per day, this equates to approximately one full year of life lost, increasing replacement frequency by 33%.
Some vendors can provide a single part number for a complete, fully assembled multi-axis factory automation system, making the ordering process easier and quicker.
Another area that should be considered are systems and components that are easily maintained and repaired when needed. This will not only help reduce the maintenance cost but also significantly reduce TCO by minimizing equipment downtime.
Checklist for reducing TCO of factory automation systems or components
•Reducing acquisition costs through…
–Utilizing interactive design tools
–Functional integration/ systems
–Solutions that impact installation and structural costs
–Consolidation of vendors and part-numbers
–Considerations for necessary investments in plant competence
•Reducing maintenance costs by focusing on…
–Selecting durable components- evaluating component durability
–Use of interchangeability standards, open protocols, etc.
–Implementation of predictive maintenance/ diagnostics
–Solutions for extended life in washdown applications
•Reducing operational (energy) costs through…
–Reduced air consumption by optimizing pneumatics systems
–Minimizing friction for mechanical components
–Regeneration and sharing or of energy in electrical drive systems
–Decentralized integrated electrical servo drives & motors to eliminate cabinet cooling
–Selecting energy efficient electrical motors
Rexroth 4EE (Rexroth for Energy Effieciency)

Energy efficient components with optimal efficiency reduce energy consumption with every motion. They form the basis for economical mechatronic system solutions.
Energy recovery stores excess energy generated during braking. Depending on the application and general conditions, storage-charging circuits and regenerative supply devices utilize this energy to supply it to other consumers in the system, and store it in a buffer for the next cycle or feed it into the electricity supply grid.
Energy on demand calls up only the amount of energy that is currently needed. This demand-controlled energy use utilizes intelligent control strategies that consider the respective characteristics of the drive technologies.
Energy system design consists of the systemic overall view from analysis via simulation, project planning and consultation up to optimization of process flows using intelligent controls.
Discuss this on the Engineering Exchange:
Bosch Rexroth AG
www.boschrexroth.com
::Design World::
Filed Under: Factory automation, Pneumatic equipment + components, Energy management + harvesting, MECHANICAL POWER TRANSMISSION, Motion control • motor controls




Tell Us What You Think!