Dr. Natalie Rudolph, Vice President of Research and Development, AREVO
For almost a decade now, Additive Manufacturing (AM) has been one of the fastest growing areas in manufacturing. This growth has resulted in significant efforts in material and machine development. However, the design tools are not developing at the same pace. This is related to the variety of technologies, where almost every month new variations emerge. This makes it hard for large manufacturers of these tools to cover even part of the market. In addition, the complex interactions of material and process settings as well as the anisotropic material behavior of AM parts require testing programs much larger than for other processes that yield more isotropic material properties. Therefore, efforts to standardize tests and obtain high fidelity data sets are progressing slowly and are expensive.
While metal AM parts are increasingly used for structural applications, few plastic AM parts and processes provide sufficient durability for this purpose. Thus, larger efforts so far have mostly focused on the metal and polymer powder bed fusion processes. In addition, many research groups have worked on understanding the Material Extrusion (ME) process due to the low cost of those 3D printers and the required material. However, most data are not comparable, show wide variation and are not suitable for more than a few end-use applications due to reduced part performance compared to conventional, high volume manufacturing technologies. As a result, simulation efforts are progressing at slow speeds and often cannot be validated with experimental data.
Therefore, the confidence level stays low and adaptation of technologies is slow as well. AREVO, based in Silicon Valley, California, develops technology to enable direct digital additive manufacturing of ultra-strong, lightweight composite parts for end use applications in high volume. Recently, researchers at the company developed a new process to overcome these challenges. It falls into the category of Directed Energy Deposition (DED).
DED is best known for metal feedstock, which can be a powder or wire, that is fed into the path of a laser or electron beam to be fused by melting as the material is deposited. The wire process results in high throughput rates, but like all metal processes, it requires a controlled environment; in this case a shielding gas.
Polymer DED developed by AREVO uses a “wire” or filament of carbon fiber impregnated with a thermoplastic polymer matrix, but it does not require a controlled environment. It is capable of processing carbon fiber volume contents of 50% and more and incorporates advanced modeling and software capabilities. A full study of mechanical properties of these composites was conducted, which provided valuable input and validation for the simulation, and enabled the reliable structure design and optimization with the software.
To better understand the DED value proposition, it needs to be compared to other processes. Among the composite manufacturing processes, curing in an autoclave is the gold standard. It is the only process that eradicates all the defects from the material and the processing, such as voids, resin rich areas, insufficient compaction, degree of cure (for thermosets only). All of these issues have a detrimental effect on the mechanical performance of the components. Therefore, autoclaved components show the highest strength and stiffness compared to parts produced with other manufacturing technologies. Due to the demand for a reduction in capital investment, increased manufacturing flexibility, larger parts, reduced consumables and tooling costs and problems related to core inserts (core crushing and stabilization issues), more and more Out-of-Autoclave (OoA) processes are used where the part performance allows. As a rule of thumb, OoA processing normally reaches 50-70% of the autoclaved performance.
Among the existing composite manufacturing technologies only few use thermoplastics and continuous fiber reinforcement at the same time. The use of thermoset normally requires a two-step process for the preforming and subsequent injection and curing, e.g., VARI , filament winding , braiding and bladder molding or AFP. In the cases where the forming, injection and curing is done at the same time, e.g., RTM , wet pressing and pultrusion , the shapes are very limited, and a two-sided mold is always required. The injection and curing times are still time limiting factors and bear the risk of void formation and insufficient compaction when done too fast.
The thermoplastic composite manufacturing processes with continuous fibers are the following:
Tailored Fiber Placement, TFP, is a stitching or sewing technique that fixes a reinforcement material such as a CF roving in a predefined pattern on a base material using an upper and lower stitching thread. When commingled or hybrid yarns that contain both the reinforcement and matrix fibers are placed to generate a preform, a compression molding process can be used subsequently for the consolidation of the part. This makes TFP a two-step process similar to thermoset processes that require a mold.
Glass Mat Thermoplastic composites, GMT, uses pre-impregnated continuous random-fiber reinforcement in a thermoplastic matrix, mostly polypropylene, in a compression molding process to produce simple, yet large parts on an industrial scale. The random fiber orientation gives the parts a more quasi-isotropic behavior.
Automated Fiber Placement, AFP, is a process to place pre-impregnated fiber tows onto complex tools using heat and compaction force. While this technology is mostly used for thermoset prepregs, which require subsequent autoclave curing, thermoplastic tows can be used as well to achieve in-situ consolidation. Although very flexible in general, it is best suited for complex curved laminate structures with tailored fiber orientation. It is limited to large in-plane steering radii for the fibers and no placement in z-direction is possible.
DED allows the printing of composite materials with less than or equal to 50 vol% carbon fiber, which is necessary for high performance and to reach substantially reduced component weight similar to other composite manufacturing processes. Furthermore, the use of a laser as a heating mechanism results in excellent interfacial strength and print speeds, which move this technology from prototyping to manufacturing, Figure 1.
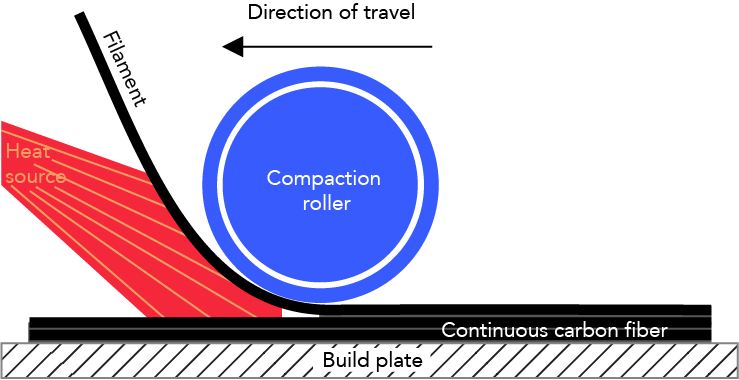
Figure 1. Schematic of the DED 3D printing technology for continuous fiber reinforced thermoplastic filament, which is melted by a laser heat source and compacted by a roller to generate a 3D object.
The following figures compare the DED process to the before mentioned composite manufacturing processes using continuous fibers as well as the additive manufacturing processes.
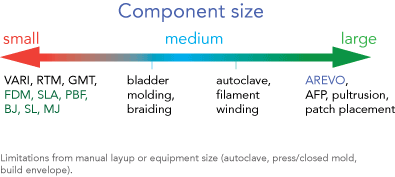
Figure 2. Process comparison regarding scrap rate (FDM = Fused Deposition Modeling, SLA = Stereolithograohy, PBF = Powder Bed Fusion, BJ = Binder Jetting, SL = Sheet Lamination, MJ = Material Jetting).

Figure 3. Process comparison regarding scrap rate.
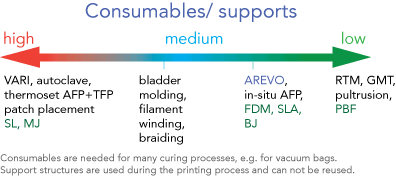
Figure 4. Process comparison regarding the amount of consumables and support structures needed during manufacturing.
The DED process combines a lot of the advantages of both AM processes and automated composite manufacturing processes:
–In-situ consolidation of thermoplastic matrix reduces the cycle time and production steps associated with thermoset resins
–Fast and automated production using AFEA and robotic manufacturing cell
–Manufacture on demand
–Load path optimized fiber path using AFEA instead of quasi-isotropic stacking of 2D layers
–Low void content (< 1%)
–Precise positioning on geometrically complex shapes
–Process repeatability
–Near net shape geometry reduces scrap to < 5-10 %
–Nearly unlimited part size
–True3D utilizes the continuous fiber path in plane and out of plane
–In-plane steering with small radii down to 20 mm
–2-3 mm thin unidirectional walls
–Wall thickness differences
–Printing of complex geometries including double curved surfaces, joints (e.g., T-joints and Y-joints), hollow tubes
–Hollow tubes can be printed without support structures as long as the stiffness of the fiber can be utilized for bridging (up to 120 mm)
Furthermore, it has been shown in a paper presented at the recent SAMPE conference that traditional composite prediction tools are applicable for this DED process. This enables designers to create new composite designs based on a comprehensive set of data and a structural analysis of various complex load cases experienced during the service life of a component. For instance, one of the first structural parts resulting from these new capabilities is a rideable 3D printed bike frame with or without electrical drive. However, bikes are only the beginning and various sectors of manufacturing, such as aerospace, transportation and construction, can look forward to a wide range of new designs, shapes and parts in the near future.
AREVO
www.arevo.com
This article is based on a paper originally presented at the SAMPE 2019 Conference and Exhibition
Filed Under: 3D printing • additive • stereolithography



Tell Us What You Think!