By John Feitl, Application Engineer, NSK Precision America, Franklin, Ind.
Knowing the key characteristics necessary to manufacture a precision ball screw helps in selecting the right one and ensuring a long product life.
Few, if any, external factors provide clues about the quality of a precision ball screw, defined as those ball screws having an accuracy to within 5 microns. Most times, poor quality is often left undiscovered until a component fails prematurely. You can confidently select the right precision ball screw after understanding some details of ball screw manufacturing and knowing the right questions to ask of your ball screw manufacturer.

An outside diameter (OD) grinder is shown here grinding the outer diameter of a precision ball screw.
The manufacturing process
Manufacturing a high quality precision ball screw begins with selecting the right steel. During the processing of steel, microscopic inclusions can form in the material which will eventually lead to the propagation of cracks and other surface fatigue that shorten the ball screw’s useful life. Steel production technology has evolved to the point where the number and size of inclusions can be significantly reduced. However, these higher quality steels do cost more. Typically, the best material is a vacuum-degassed purified alloy steel.
Ball screw components undergo heat treatment at some point in the manufacturing process to strengthen the material. If the heat treatment is too shallow, the ball screw’s useful life can be significantly reduced. This happens because of the difference in hardness between the balls and the shaft with the compression of the balls in the ball groove producing microscopic indentations. Typically, the balls are going to be between 62 and 64HRC on the Rockwell hardness scale. If the shaft hardness is 56HRC, for instance, then under heavy loading conditions the balls will make indentations in the raceway of the nut or shaft. Over time, this will slowly wear away at the indentation point making the hole bigger and causing contamination in the whole system, which leads to early failure. These problems are not immediately obvious. For this reason, you want to ask about the heat treatment process up front.
The ball screw shaft heat treatment should be even and cover the entire threaded length. Should the heat treatment be short of the required threaded length, the untreated area will be soft in comparison to the rest of the ball groove and will wear prematurely. To develop an understanding for how a ball screw manufacturer handles quality and consistency during the manufacturing process, ask about the quality checks during heat treatment. Stringent quality checks should be completed by the ball screw manufacturer to verify the depth and the amount of heat treatment along the shaft length.
Maintaining consistency in manufacturing also requires strict process controls throughout the machining and grinding processes. This holds true particularly for grinding bearing journals requiring tolerances of a few microns. Because extremely high precision is required to achieve reliable accuracy and long product life, ball screw components should be ground in an environment with strict temperature controls. Even if two interacting components are manufactured to exact specifications, temperature variances can cause them to be out of tolerance when brought together. Ask the manufacturer about their facilities’ climate control.
Strict process control when grinding the ball shaft and ball nut raceways ensures that the contact angles will meet design specifications. Good control of the grinding process should allow for a small range of ball sizes from the nominal. A large ball range from nominal allows the contact angle to shift and can result in decreased life. Most, if not all, manufacturers of high quality ball screws document verification of the preload and torque and compile measurements taken during the heat treat, turning, grinding, lead accuracy, and assembly phases of production. When manufacturing a precision ball screw, systems should be in place to ensure tolerance checks are completed and out-of-tolerance parts are removed from the process. A ball screw supplier should be asked about their process control in manufacturing, the points at which manufacturing inspections occur, and what documentation is maintained and could be supplied upon request.
Also, consider the final product packaging. This holds true particularly if the ball screw is held in stock for a significant time. The proper lubricant and packaging materials can significantly reduce the negative effects of long-term storage, including oxidation and rust.

The preload torque measurement insures that the preload is correct. At this point, a number of other tests are done such as flange perpendicularity, concentricity of the nut outside diameter, and the total indicated runout of the shaft. Measurements falling out of a specified tolerance range could lead to premature wear and misalignment of the ball screw.
Examining design
Proven ball screw designs use tubes or deflectors for ball recirculation and, most recently, systems of internal ball recirculation. This latest approach allows the ball screw nut to be smaller. And because there are no tubes or deflectors, the balls will run quieter and faster, allowing higher operating speeds and lower noise levels than more conventional methods of recirculation.
When considering product specifications, including the ball screw accuracy grade (see sidebar), selecting the right precision ball screw requires a thorough knowledge of both the application and the environment in which the ball screw will operate. For example, a machining center would typically use a C5 accuracy grade ball screw. Applications such as image processing machines or inspection equipment which require higher resolution may require the higher C3 or C1 accuracy grade. It’s also important to take into account the differences between C grades and Ct grades of ball screws. By industry standards, a ball screw that is created by rolling instead of grinding must be labeled a transportation grade, i.e. Ct. The Ct grades may be suitable for some applications where the extra cost of a higher quality ball screw is unnecessary. However, for many applications, looser tolerances of Ct grades may result in reduced accuracy or product life, costing more in the long run.
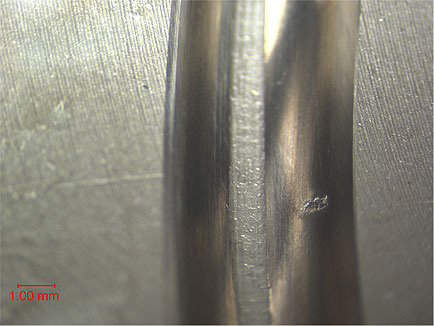
This example of surface fatigue shows a localized area where material has been torn from the raceway. A possible cause might be the presence of microscopic inclusions in the material which propagate to the surface, or improper heat treatment of the ball screw shaft, making the raceway softer than the harder steel balls.
In designing for specific applications, the operating environment plays an important part in ball screw selection. For example, both temperature conditions and the materials being processed affect which type of ball screw will be the best fit. In a typical woodworking application, for instance, wood particles can stick to the ball screw, which can require special seals to prevent contaminants from entering the ball nut. Another application might require placement of a ball screw in a difficult-to-reach position, making models with maintenance-free lubrication systems preferable.
Tell your ball screw manufacturer the details of your particular application including the environment in order to make the best ball screw selection. When selecting a ball screw manufacturer, consider the experience of the engineering staff and how well your application is understood. Remember, the manufacturer’s engineering staff should be the experts in selecting the right ball screw for your application.
Accuracy Grades
For precision ball screws, there are a number of standards which set forward basic specifications for everything from materials to mathematical tolerances. These include the ANSI-B5.48, DIN 69051, ISO 3408, and JIS B1191 standards.
The most important specification for any ball screw is the lead error and lead accuracy. Lead error is the difference between a specified distance and the actual travel distance of the lead screw nut. This parameter, expressed as an error over a specified travel distance, helps determine the accuracy rating of the ball screw.
Common types of ball screws include C-series (JIS standard) and Cp-series (equivalent to ISO) for positioning, and Ct-series for transport. With respect to accuracy grades of ball screws, the convention is that the lower the number the lower the error and thus the better the accuracy. So for instance, an accuracy grade C0 precision ball screw is more accurate than a C2, a C3 is more accurate than a C5, and so forth.
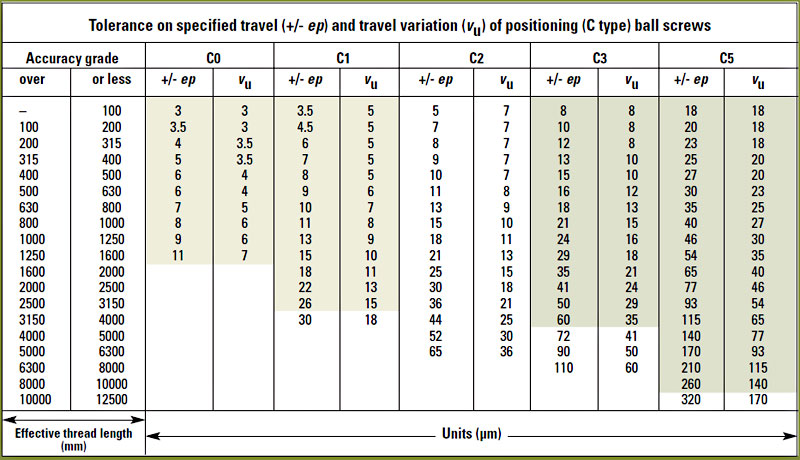
Precision ball screw lead accuracy conforms to four characteristics spelled out in the JIS Standards; ep, vu, v300, and v2π. These stand for:
– ep : tolerance on specified travel: obtained by subtracting the specified travel from the actual mean travel
– vu : the maximum range relative to the effective length of the thread
– v300 : the maximum range relative to the length of 300mm anywhere within the effective length of thread
– v2π : the maximum range which corresponds to any single rotation (2 π rad) within the effective length of thread
Discuss this on the Engineering Exchange:

Filed Under: Ballscrews • leadscrews, LINEAR MOTION, Motion control • motor controls




Hi I am saravana from saravana engg works we are manufaction plastic extruders machine .I want to bye screw grinding machine please can you help me in this machine