By David H. Vanderbeck, KNF Neuberger Inc.
Advances in diaphragm design have extended pump versatility, led to smaller and lighter pumps, and boosted capability in pump flow, vacuum, and reliability.
Whether used to transfer, dispense, or otherwise handle gases or liquids, mechanically driven diaphragm pumps offer benefits associated with their relatively simple construction, oil-free operation without maintenance, and uncontaminated delivery of the pumped medium. Advances in diaphragm design have extended their potential and versatility for industry and research applications, helped contribute to the development of smaller and lighter pumps to accommodate ever-shrinking envelopes, and boosted overall capabilities in pump flow, vacuum, and reliability.
The simple rubber-component diaphragm has evolved into a device supported by finite-element calculations and complex manufacturing processes. The diaphragm primarily functions to displace gas or liquid from the pump’s compression chamber. Integration into a pump is relatively simple: The elastic diaphragm is clamped pressure-tight between the pump head and the housing to separate the transfer compartment from the housing’s interior. The diaphragm then is connected pressure-tight to a connecting rod.
In operation, the drive in the interior of the housing reciprocates the connecting rod, which causes the diaphragm to move up and down. In the downward stroke, the suction created in the pump chamber causes the inlet valve to open, allowing flow into the chamber. In the upward stroke, the pressure caused by the rising diaphragm causes the outlet valve to open, allowing flow out of the chamber.
Diaphragm designs
The most common standard diaphragm designs include flat, molded, structured, and alternative shapes.
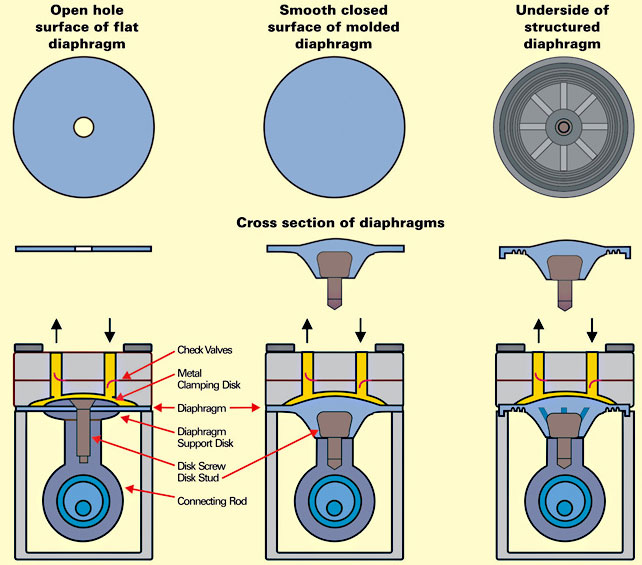
Three types of diaphragms are shown in this engineering diagram. Flat diaphragm, left, is the simplest and least expensive. Pumps with structured diaphragms, right, are smaller and stronger, with leakage rates as low as 1% of simpler units with flat diaphragms.
Flat diaphragm is the simplest and least expensive shape, essentially an elastomer disk, as shown in the diagram. The connection between the diaphragm and the connecting rod is provided by a clamping disk (metal or plastic) and a screw guided through a hole in the center of the diaphragm. Pumps with flat diaphragms provide high compression strength, because the connecting rod and the diaphragm-support disk contribute support.
Among tradeoffs, however, pumps with flat diaphragms will not typically achieve optimal vacuums; uncoated metal parts will be prone to corrosive or aggressive media; and relatively poor gas tightness can be expected, leading to higher leakage rates.
Double diaphragm pump uses a working diaphragm, top, to provide pumping action; and a safety diaphragm, bottom, to guard against leakage.
Molded diaphragms represent a significant improvement by fully enclosing the side of the diaphragm located in the pumping chamber. This is accomplished by vulcanizing the metal stud (required to actuate the diaphragm) into the center of the diaphragm, which forms a rigid zone at that point and eliminates any need for a rigid clamping disk (and possible leakage path).
With this design the pumping chamber adapts to the contour of the actuated diaphragm and the clearance volume of the pump is reduced without the risk of the diaphragm striking the pump head at the upper turning point of the movement. An ideal vacuum is created and the closed surface of the diaphragm promotes superior gas tightness for the pump.
In addition, this design inherently allows for the development of chemically resistant versions without a need to coat metal parts; the vulcanized metal stud of the pump is already covered by elastomer. For applications that will experience corrosive or aggressive media, added protection for the diaphragm can be provided with an appropriate coating.
Structured diaphragms combine the advantages of both the flat and molded types and avoid many of the drawbacks. As with the molded diaphragm, the metal stud required to actuate the diaphragm is vulcanized centrally into the diaphragm, where it forms a rigid zone, and the side of the diaphragm located in the pumping chamber becomes entirely closed.
The physical difference with the patented structured diaphragm is that its underside is ribbed to accommodate the particular load to be imposed and the diaphragm is stiffened in the center. FEA (Finite Element Analysis) software predicts how to strengthen the underside for maximum stress-handling capability, while minimizing the material thickness.
The outcome: reduced mechanical loading (and less wear), smaller size (for more compact designs), comparably higher compression strength, good flow capacity, and higher efficiency. These latest-technology structured diaphragms exhibit extremely high gas tightness (which can be improved upon with special designs) and will demonstrate significantly lower leakage rates (reduced by a factor of 100 compared with flat diaphragm pumps).
Other design options
Diaphragms of different configurations, such as an oval, offer significant benefits for certain applications. These can maximize the available pump space to produce the most performance per envelope size.
Oval diaphragm achieves this goal by using the unused space over the motor to make the pump chamber elongated. The extra surface area of an oval compared to a circle leads to a higher flow rate. By properly aligning the orientation of the oval with the eccentrically positioned connecting rod, an increased flow is produced by a pump of the same external size as a lower flow design. And because there is no extra stretch on the diaphragm, lifetime remains the same as a standard version. This is particularly beneficial with battery-operated air moving applications.
Double diaphragm is another configuration variation, pairing a “safety” diaphragm with a “working” diaphragm to safeguard applications where hazardous, toxic, or otherwise harmful (or valuable) media must be transferred. Such applications raise the bar on the demands for gas tightness and leakage prevention and have been commonly engaged for decades to monitor emissions at nuclear power plants.
Together with additional sealing rings, a double diaphragm arrangement enhances gas tightness with leak rates as low as < 6 x 10-6 mbar l/s. (In very rare cases, should the working diaphragm become damaged, the pumped medium will not escape but will be captured in the intermediate space between the two diaphragms.) The “safety” diaphragm is subject only to low mechanical and thermal loads during pump operation; the “working” diaphragm is elastically distorted and warmed by the compression process.
A rupture of the working diaphragm will easily be detected through a sudden and dramatic drop in the pump’s pumping or compression capacity. A sensor can be fitted to monitor the intermediate area between the working diaphragm and safety diaphragm to detect any damage to the working diaphragm. Suitable pressure and gas sensors can be specified for this task.
Optimized materials and advanced controls have led to significant breakthroughs in diaphragm pump technology. These improvements, along with more efficient construction, can provide you with increased design flexibility. Too often, though, pumps are purchased too late in the design process to meet the complex and dynamic requirements of a system. Diaphragm pumps should always be considered at the outset as dynamic subsystems with the capability to be customized for an application. You can select from an array of materials, special configurations and coatings, to tailor a pump to your application requirements.
Discuss this at the Engineering Exchange:

KNF Neuberger Inc.
www.knf.com
Filed Under: Pumps, FLUID POWER




any study on the diaphragm’s elasticity and pumping pressure pulsation?
Any papers on diaphragm deflection &stress/strain by FEA?