To continue this simple question with a complicated answer, in this blog post we will deal with rotary screw compressors, the most common type of compressor found in industrial sites. If you have small reciprocating compressors, go back to Part 1 of this discussion.
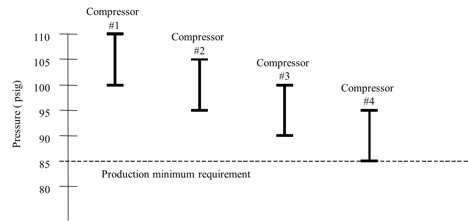
Figure 1: Typical cascaded pressure band strategy.
Controlling multiple rotary screw compressors gets more complicated as the number of system compressors increases. In systems with three compressors or fewer, adequate control can often be accomplished with coordinated pressure bands and load/unload and/or variable drive (VSD or VFD) compressor control.
The type of individual compressor part load control is important to the efficiency of the system. In compressed air systems, the demand profile often varies—this usually requires compressors to run at part loads because the size of the installed compressors may not exactly match the actual demand. If too much capacity is kept on, the pressure rises; if not enough air is produced, the pressure drops. Since constant pressure is the goal, some part load control is necessary to exactly match the changing demand, which will keep the system pressure more or less constant.
With rotary screw compressors, there are a number of ways to part load. In order of least efficient to most efficient these are: Inlet modulation, load/unload, variable capacity, variable speed and start/stop. The most efficient systems will have only one trim compressor part loading, with all the other base units either fully loaded or turned off. The trim compressor selected should be the compressor with the best part load efficiency, typically a variable speed compressor or a unit with very low unloaded power consumption.
In general, the simplest way to control a system of three or fewer compressors is with manually set load/unload pressure bands arranged in a cascade arrangement, typically with all the pressure bands the same width, but each band offset slightly by about 5 psi. In a system with a variable speed compressor, the target pressure would be set so that it is at the midpoint within a gap inside the overlapped load/unload pressure bands. The VSD compressor should be properly sized so that its variable range is at least equal to or larger than the largest base load compressor—if it is not, a condition called “control gap” will cause the system compressors to inefficiently fight for control under certain conditions.
If your compressors are all running in modulation, and set at the same pressure, this is a sign that your system may be running very inefficiently. If your compressors are in load/unload mode a check of the ratio of the loaded to running hours of each compressor is a good verification of the level of system efficiency. If there are a lot of unloaded run time hours, then your system may need optimization.
When a rotary screw compressor is running unloaded, it will still consume between about 25 and 40% of its full load power, but since it is producing no air, this wastes power if the run time is unnecessary.
For systems with more than three compressors, it is usually necessary to implement some sort of automatic control using a compressor controller. This is because the higher the number of compressors, the wider the total system pressure band will be, eventually exceeding the compressor pressure ratings.
Typical controllers communicate with all the system compressors and choose the best compressors to run at any one time, depending on a control algorithm and operator input. Most often, the controller will run the compressors in a single pressure band arrangement that will keep the pressure within a narrower and lower band. Most controllers will incorporate any variable speed compressors.
Running with lower pressure reduces the average compressor power consumption. Running only one trim compressor minimizes wasteful unloaded run time. With any system, an adequate amount of storage receiver capacity needs to be installed—the typical size required is between 5 to 10 gallons per cfm rating of the largest trim compressor.
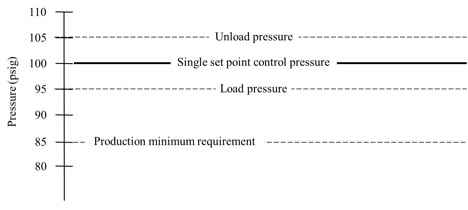
Figure 2: Single set point strategy with compressor controller.
Many modern compressors already have sequencing control built into the on-board controls; if your system is newer, you should look into this possibility. Note that multiple compressor control can be quite complicated, so care should be taken in implementing your control system. The advice in this blog should be used only as a guide to get you started in improving your system. If you are concerned about your compressor control, and would like to improve it, contact your compressor service provider to come have a look at your system. Your supplier may have a control system solution to help solve your problems.
Filed Under: Pneumatic Tips



