In general, three-dimensional (3D) printing or additive manufacturing is the construction of a three-dimensional object from a digital 3D model. With 3D bioprinting, the 3D constructs are living cells, biomaterials, bioactive components and more. In the 21st Century, the generation and transplantation of several tissues, including multilayered skin, bone, vascular grafts, tracheal splints, heart tissue and cartilaginous structures have resulted from 3D bioprinting. Repeatable, accurate and a wide range of 3D bioprinting processes require a variety of sensors.
Today’s bioprinting techniques can be classified into four main groups: (a) stereolithography, (b) inkjet, (c) laser-based and (d) extrusion. Extrusion bioprinting has played a significant role in shaping 3D bioprinting technology. In extrusion-based bioprinting, mechanical or pneumatic forces deposit bioink through a nozzle layer-by-layer.
For example, the Allevi 3 from 3D Systems, Inc. has three print heads and integrated heating and cooling to support a wide range of inks. A syringe system allows the customization of material formulations and cell concentrations. A temperature control keeps cells alive until the printing process is complete.

Figure 1. Three extrusion print heads on bioprinter. (Image: Allevi 3 from 3D Systems).
To improve the flexibility in the print process of a wide range of materials, the print bed has temperature control from room temperature up to 60° C. With temperature control from 4° C to 160° C, the bioprinter is able to print a wide range of bioinks including collagen solutions, matrigel solutions, gelatin methacrylate, and more.
Built around a compressed air pneumatic system, the extrusion printing process operates on pressure ranges between 1 and 120 PSI to accommodate a wide range of material viscosities. For printing pluronics or poloxamers (synthetic block copolymers), the pressure is set to 80 PSI with the sample at room temperature. Using this pressure setting, normally, the material flows in a continuous, steady, downward stream. However, if the material curls upward, or extrudes in an uncontrolled stream, the pressure is lower by 2-3 PSI. If the material is restricted, or comes out in discrete chunks, the pressure is increased by 2-3 PSI.
The pressure for the extrusion printing process comes from a /12-HP, 1-gallon compressor. A regulated pressure gauge and tank pressure gauge with a pressure range of 1 to 120 PSI (7 to 827 kPa) and pressure variance of ±0.1 PSI provide monitoring and control for 3-D printing.
Laser-based 3D bioprinting
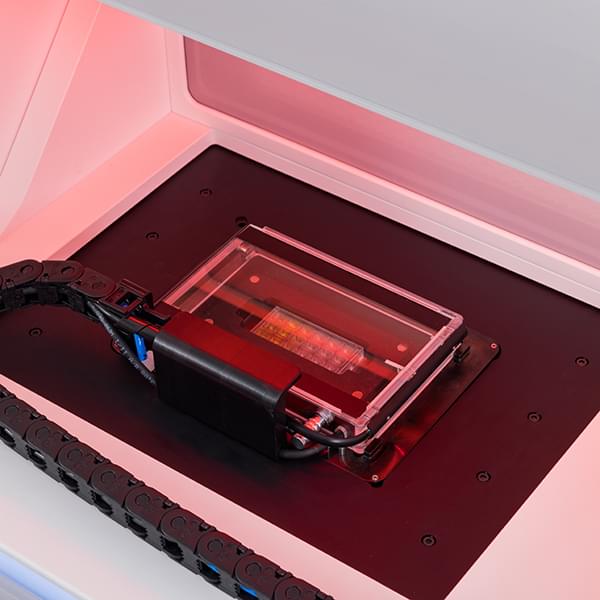
In contrast to extrusion bioprinting, the NanoOne Bio from UpNano is based on the printing technology of 2-photon polymerization (2PP) and a 1W-femtosecond laser. Since temperature is one of the key factors in cell incubation, the heating insert of the incubation system, an addition to the building platform of the NanoOne Bio, ensures a stable and homogeneous temperature distribution. A temperature controller with its associated temperature sensor provides control between room temperature and a maximum of 45° C with a temperature stability of ± 0.05° C for the heated lid and plate of the insert. In addition, to provide a controlled gas environment, the air is enriched with the selected amount of CO2 and actively humidified with the CO2 concentration regulated between 0-15% and the air humidity between 20-99%, each in 0.1% increments.

Figure 2. Incubation system stage insert for temperature, CO2 and humidity control. (Image: NanoOne).
References
https://www.nature.com/articles/nbt.2958
https://www.allevi3d.com/allevi-3/
https://www.microtas2021.org/images/current_support_files/upnano-UpNano_Factsheet_NanoOne_Bio.pdf
Filed Under: Sensor Tips




{kind=link}