By Andrew Lechner, Torque Limiter Product Manager, R+W America
A different approach is needed when designing mechanical torque limiters for high horsepower drives.
The basic principles of mechanical torque limiter design are similar to those that have been known since some of the first machines were built, yet it remains a dynamic field. Function, space restrictions, safety considerations and continuously changing machinery design drive the need for these components to evolve.

Typically, safety element torque limiters are supplied as a pre-set and self-contained package for integration into timing sprockets, sheaves and cardan shafts, like the one shown here.
In particular, high horsepower drives often call for mechanical design to be approached from different perspectives. As motors, gearboxes, and machines increase in size, power density can become disproportionate from one driveline component to the next, emphasizing the need for more rugged, robust and compact equipment. Precision mechanical components used in the packaging and light manufacturing automation industries, for example, may not be adequately scalable, and so be outsized quickly as drive requirements reach into the thousands of horsepower.
This disparity is seen in the design of modern torque overload release devices, the majority of which have torque release values inappropriately low for use on heavy equipment requiring operation and disconnect at torque levels beyond 10 KNm, such as large recycling equipment, gas turbines, windmill test stands, and industrial crushers. While market demand may be greater for smaller torque limiters, the availability of heavy-duty devices is critical as mass, inertia and destructive forces increase in high-powered machinery.
One exception to the rule of disproportionate size increase is perhaps the oldest and most rudimentary form of torque overload release device; the shear pin coupling. In this case, one or more pins link two rotating bodies with known yield strength located at a pre-defined radius from the center of the rotational axis. At some torque level near the calculated maximum, the pin(s) will break for a complete separation of the driving and driven shafts and fail to transmit the excessive torque.
Shear pins have protected rotating equipment for centuries, but they lack accuracy and can require much time to repair after overload. To maximize plant uptime and improve the accuracy of release torque, vendors have developed a variety of torque overload release devices with integral bearings and simple mechanical reset features. A limited number of these torque overload release devices have been reconfigured for high horsepower.
Spring tensioned torque limiters
The first widely used modern overload release devices came about in the 1930s for use in the steel industry where downtime can be expensive, and replacement of shear pins time consuming and dangerous. These parameters led to the development of the spring-tensioned form-fit torque limiter, which uses the same fundamental principle of a set release force located at a specific center distance.
In spring tensioned torque limiters, ball or roller bearings are precisely loaded into detents machined into an output flange that will break away quickly and accurately at a predefined torque level. This type of torque limiter will either ratchet or free wheel during and after overload, depending on size considerations and the rotational speed of the axis.

A slightly more sophisticated form of torque limiter is the ball-detent design. After overload release it reengages quickly.
In general, you can adjust the torque of these overload release devices by turning a single screw or spanner nut. Their ratcheting features represent a very fast and convenient means of recovery from overload, since all they require is either low speed operation or manual back driving of the axis after the blockage has been cleared. Since their initial development, hundreds of designs of “ball-detent” and “pawl-detent” mechanical torque limiters have been introduced, with a variety of adaptations made for high speed, high accuracy, light weight, and backlash free operation.
Higher horsepower needs
But, however convenient, these torque limiter designs tend to fall off at torque levels any greater than a few thousand Neutonmeters. The basic problem is that overload breakaway devices rely almost exclusively on torque as a measurable component of power.
Practical implementation of high horsepower drive systems normally involves a slow steady increase in the rotational speed of an axis, where the torque required for instantaneous acceleration would be overwhelming. Drive shafts and gearboxes, therefore, are not typically required to handle the severe peak torques associated with rapid acceleration and deceleration of the load inertia, as might be found in lighter manufacturing systems. As a result they tend not to be as large as a proportionate size increase might require in terms of pure torque capacity. This situation poses a torque density problem for mechanical overload devices.
Beyond 10 KNm common overload release designs become impractically large in outside diameter; the primary limiting factor being the spring set used to load the components together. Since industrial gearboxes, motors, and pumps tend to grow in diameter at a much slower rate than these types of torque limiters, as power increases there comes a certain point at which a traditional single spring form fit torque limiter makes no sense at all, and would tower over the equipment it was designed to protect. Clearly the lever arm component of the torque limiter design must be addressed. The simple answer is to substantially increase the force by which the individual transmission elements are loaded into the output.
There are two widely accepted approaches to overload release devices for torque in excess of 10 KNm, both of which seek to increase force over a reduced lever arm distance. One is a compact, simple design involving hydraulic pressure applied between the two otherwise free spinning surfaces. The other is based on a modified spring tensioned device similar to those previously addressed. Each has their advantages depending on the desired result.
Hydraulic versions
Hydraulic torque limiters basically apply hydraulic pressure between the two otherwise freely spinning surfaces. One or more chambers are inflated by hand to the desired pressure level, calculated as a function of release torque and based on charts provided in the manufacturer documentation. Special fluids guarantee a constant coefficient of friction throughout various operating conditions. These chambers let you apply a high level of force over a very small surface area. When the desired release torque is reached, the output will begin to slip against the input, causing the hydraulic valves to shear off, purging the fluid and fully releasing the input and output components of the torque limiter. Through an integral bearing, the load inertia coasts to a stop without further damage to the machine components or the torque limiter itself. Reconnection involves replacing the valves, refilling the chambers, and resetting the pressure.

The shear pin coupling is a rudimentary form of torque overload release device. It links two rotating bodies with known yield strength located at a pre-defined radius from the center of the rotational axis. It will break at a specific torque level and separate the driving and driven shafts so as not to transmit excessive torque. The problem with shear pins is that they lack accuracy and take time to repair.
Compared with shear pins, hydraulic torque limiters let you maintain strict control over the disengagement torque setting, which can be unpredictable with shear pins. They otherwise represent a compact choice for accurate torque overload release at tremendously high torque values, handling as much as 10,000 KNm. What they do not offer is a major reduction in the time required to recover from an overload event.
Modified spring tensioned device
For maximum plant uptime, a slightly more sophisticated form of the ball-detent design still offers the fastest means of re-engagement after overload release. Several decades ago, torque limiter manufacturers developed self-contained tangential force modules based on a plunger design. The torque density problems associated with traditional ball-detent torque limiters are then addressed through the use of one or more of these individually spring tensioned elements, which can tolerate very large tangential forces.
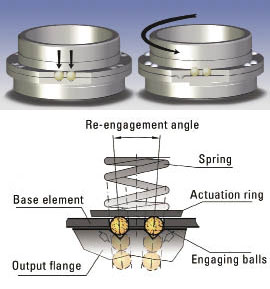
Spring tensioned torque limiters contain ball or roller bearings that are precisely loaded into detents machined into an output flange that will break away quickly and accurately at a predefined torque level. This type of torque limiter will either ratchet or free wheel during and after overload.
Since the individual torque transmission elements provide their own back stop for the spring tension, an array of small blocks are used, which are forced outward to clear the way for the plunger core to retract into the housing after sufficient tangential force actuates the system. The result is a “snap action,” which causes the plunger to quickly retract into the housing within a few milliseconds of overload. Once again, an integral bearing enables the load inertia to coast to a stop without further damage to the machine components or the torque limiter itself.
The key advantage to this design is the quick reloading of the individual elements into the output flange with either a gentle blow from a mallet or light pressure from a pry bar. Once the driving and driven components of the torque limiter are rotated back into the necessary orientation, re-engagement takes place quickly and easily. Depending on practical considerations, you can use pneumatic actuation systems to automate re-engagement, though future designs are likely to incorporate a more widely applicable, self contained and fully mechanical reset function.
As with traditional ball-detent torque limiters, spring tension is adjusted through the rotation of a nut, only in this case the elements are individually adjusted to the desired tangential force value, and a torque calculation is made based on the number of elements and their distance from the center of the rotational axis. While the earlier designs of safety element torque limiters involved special datasheets used in conjunction with measurements taken from the spring height, increasingly manufacturers indicate the correct nut location with a marked scale. You can make a coarse adjustment by adding or removing safety elements, which is made more plausible by torque limiter designs with the maximum number of receptacles pre-machined into the base element and with simple covers installed to guard them from contamination. The ability to make such adjustments means you do not need to ship the torque limiter back to the manufacturer for rebuilding in the case of gross miscalculation of the torque requirement.
Because of the modular design, safety element type torque limiters can be used for almost any torque release value, depending on the size and number of elements used, and limited by the maximum diameter allowed by adjacent equipment. For this reason, individual safety elements are normally made available for use into existing machinery designs or for custom coupling systems, including some used for linear force limitation.
For the most part, safety element torque limiters are supplied as a pre-set and self-contained package for integration into timing sprockets, sheaves and cardan shafts. Some manufacturers provide them as fully integrated flexible safety couplings, such as jaw, gear, and disc pack types to name a few. Custom options often include special materials, integral brake discs, high temperature felt seals, and added bearing support. As is the case in any field of design, manufacturers are driven to improve reliability and ease of use, while simultaneously reducing weight and space requirements for installation.
Discuss this on the Engineering Exchange:
R+W America
rw-america.com
::Design World::
Filed Under: Brakes • clutches, Couplings, MECHANICAL POWER TRANSMISSION



Tell Us What You Think!