On a typical machine tool, the tool that performs the machining operation (cutting, milling, or boring, for example) is attached to a rotating spindle that drives the tool. But on machines that require long machining lengths, such as milling and boring, the tool is mounted to an arbor. The arbor is driven by the spindle and provides the necessary length for the tool to reach the workpiece in these operations.
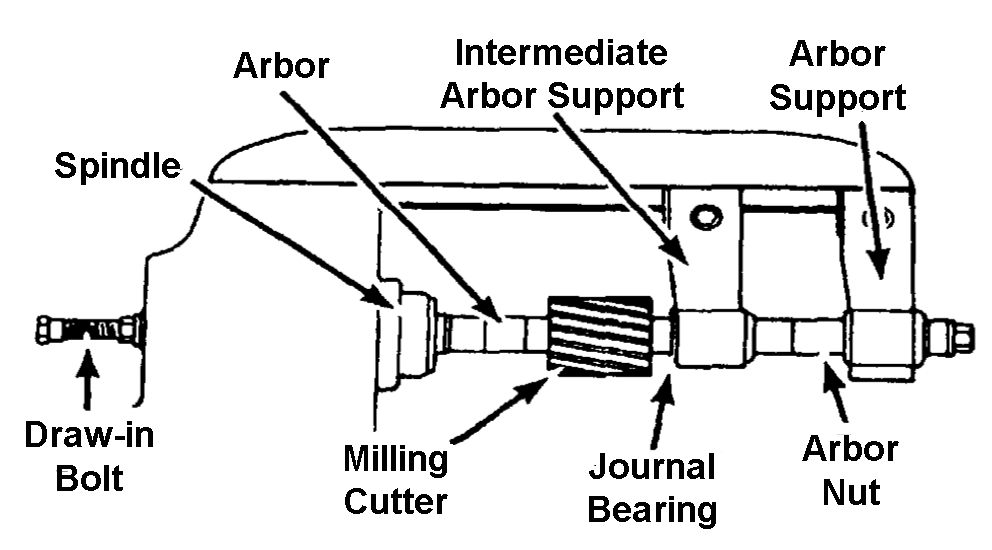
On some machine tools, the tool is attached to an arbor, which is driven by the spindle.
Horizontal milling machines are often referred to as “arbor milling machines” because their design requires the use of an arbor to achieve the proper tool position.
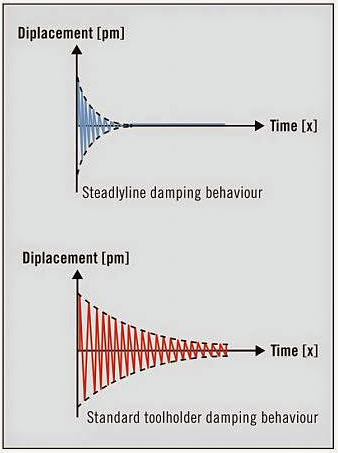
Vibration of a boring tool with a damped arbor (top) and with a standard arbor (bottom).
Image credit: Seco
In machining processes, vibration can cause poor surface finish and machining accuracy as well as noise and reduced tool life. But machining operations require high forces and high rotational speeds, which naturally induce vibration.
Short of changing the part requirements or modifying the machining setup — unrealistic solutions in most cases — the most common way to reduce vibration in machine tool operations is to slow the machining rate. But a slower machining rate means fewer parts produced in a given amount of time (parts per minute, day, or hour) and lower productivity.
However, one factor that affects the amount of vibration at the tool is relatively easy to modify. This factor is the design of the arbor — particularly its rigidity. The arbor’s rigidity is especially important when the machining length is long and the arbor has a high length-to-diameter (L/d) ratio, also referred to as “overhang.”
To address the problem of vibration in machine tools, some manufacturers have even developed vibration-damping arbors that significantly reduce vibration, allow longer machining lengths (L/d ratio of 8 or greater), and cut down on machining times.

Vibration damping technologies differ among manufacturers, but most are based on passive, tuned mass dampers.
Image credit: Sandvik Coromant
While each manufacturer uses a proprietary damping technology, most vibration-damping arbors are based on passive tuned mass damping systems, consisting of a mass, a set of springs, and a damper. Multiple springs (or, similarly, several materials with frequency-dependent stiffness) are used to address various frequencies that occur during machining.
The frequencies of the tuned mass damping system are designed to match the structural frequencies to be eliminated. So when any of the specified frequencies is excited, the damper resonates out of phase with the structure, absorbing or dissipating the kinetic energy caused by vibrations.
“Connected” versions of vibration-damping arbors have also recently become available. The connected arbor designs have embedded sensors and use Bluetooth or other wireless technology to transmit tool performance data — such as temperature or cutting status — to a dashboard. This insight is especially helpful for internal machining processes that can’t easily be monitored or inspected, such as boring or internal turning.
Manufacturers indicate that machine tool vibration amplitudes are up to 1000 times lower when using a vibration-damping arbor versus a standard arbor. This allows machining rates to be increased — leading to significant productivity improvements without sacrificing machining quality or tool life.
Feature image credit: MAPAL

Filed Under: Motion Control Tips



