IIoT technology can dramatically improve material handling and asset performance in a Smart Manufacturing environment. Image credit: Schneider Electric
The Industrial Internet of Things (IIoT) and Industry 4.0 hold the promise of unleashing profound change throughout the industry. Including a multitude of technologies and ideas that are poised to make a massive impact on plant/facility managers, system integrators and OEMs, these initiatives bring more of a focus on manufacturing flexibility, increasing automation levels and digitization. While they represent an industrial evolution, rather than a revolution, they require personnel to rethink their approach to product, machine and plant design to reshape how factories, distribution centers and warehouses look and operate. This is the basis for the concept of smart manufacturing.
The world of IIoT will bring connected products with varying levels of intelligent functionality to operate as part of a larger, smarter system. Edge computing will allow for the collection of data between the cloud and equipment in a facility, and provide autonomous flexibility and operation, ultimately optimizing supply chain performance. Specifically, smart manufacturing will provide three core advantages for equipment manufacturers and engineers:
- Improved material handling and asset performance: Deployment of cost-effective wireless sensors, cloud connectivity (including WAN) and data analytics will allow data to be easily gathered from the field and converted into actionable information in real time. By enabling a forward-looking decision making processes, enterprises adopting IIoT technology will experience an acceleration of many common applications, including condition-based monitoring, preventive maintenance and energy management.
- Greater process automation control: Next-generation IIoT systems will enable better integration of legacy production, lifecycle and supply chain systems, which will result in improvements to overall enterprise efficiency and flexibility. These systems will enable tight integration of smart connected machines and manufacturing assets, facilitating more flexible and efficient – and hence profitable – manufacturing and distribution systems.
- Deeper insight for operators: Mobile devices, data analytics, augmented reality and transparent connectivity will increase productivity. But, but the rapid increase in baby-boomer retirement means younger workers will need information delivered to them in real-time and accessible at their fingertips, meaning facilities will evolve to be more user-centric.
Machine operators and factory floor engineers are increasingly embracing mobile devices at work. Mobile, smart connected devices makes communication with various elements of the supply chain easier, and give operators the flexibility to move around while still accessing machinery data. Engineers can also diagnose problems and offer guidance remotely, which speeds up implementation of a solution and reduces downtime and losses from component failure.
With an affordable secure cloud, facility managers, contractors, end users and manufacturers can all work at the same time using the same database to improve the efficiency of the plant, warehouse or production facility. Additionally, large companies can hire remote specialists to manage their facilities, meaning they no longer need to be geographically tied to a specific location. Additionally, by leveraging data analytics, facility managers can optimize performance at every level of their operation.
The increased use of sensors and intrinsic knowledge means smart machines will be able to monitor key components, as well as environmental conditions. By providing relevant information to operators, connected data consumers at the OEM and the end user, smart machines enable improved reliability, flexibility and efficiency of the production. This level of machine monitoring also enables preventative maintenance, helping to avoid component failure and associated downtime or damage to the machine and its components. Machines at the forefront of development will increasingly use sensors, both wired and wireless, with embedded intelligence, helping to distribute and automate decision making on the factory floor.
Smart machines also have safety and security built into their fundamental design, improving the safety for industrial operators, while minimizing the security risk of increased networking. Machine builders need to offer a broad range of flexible options that include dedicated safety components, such as laser scanners and safety cameras, together with automation components with embedded safety, such as safety PLCs and safety drives. The mixed use of safety components and controllers will allow machine builders to fit the solution to specific end user application requirements, helping to improve overall performance and productivity.
Design Strategies for Connected Machines
By leveraging smart, connected products, machines become more flexible, efficient and safe. Future smart machines will evolve in the areas of communication, integration, software and data cloud services. A more innovative approach and lower component costs are making machines even smarter with Ethernet connectivity, wireless and mobile technologies, increased CPU power, a reduction in component footprint and heat dissipation, the ability to connect to a wider range of actuators and sensors, and augmented reality and biometric recognition capabilities. Smart machine technologies are already being used in the industry today, for example:
- Ethernet-based networking: While fieldbus protocols still account for about 66 percent of new node connections, with industrial Ethernet increasing its share by about 1 percent per year. The move to Ethernet-based networking is currently slow, but is likely to accelerate as smart manufacturing and IIoT benefits become more substantial and widely recognized, allowing for better connectivity and smarter decision making.
- Enhanced SCADA systems: Provides greater flexibility and efficiency development, distribution and management of production and supply chain visibility.
- Web-enabled PLCs: Enables a universal approach to machine control, allowing OEMs to connect machines to the cloud via Ethernet interfaces.
- Advanced motion controllers: Provides easy vertical integration via Ethernet and web-based services via OPC UA standard. These are key elements for maximum machine and line availability.
- Intelligent AC drives: Allows for comprehensive connectivity and integration to increase machine availability, agility, safety and performance
A New Technology Requires New Standards
Perhaps one of the biggest barriers to the adoption of IIoT, smart manufacturing and smart machines is the creation of suitable standards. New standards need to create standard semantics that will allow smart devices to connect and “talk” to each other, without the need for custom programming (as is the case today). These smart devices will also need to “discover” each other and interact.
The development of open standards will provide structure and guidance for OEMs and end users, helping them to implement new working processes and to leverage the benefits of IIoT. Beyond the factory floor, end users (and OEMs) need to consider how smart machines integrate into the wider organization and supply chain, in order to fully reap the benefits of smart manufacturing. Beyond hardware integration, higher-level system and software integration is the next step in merging factory floor operations with the enterprise and wider supply chain.
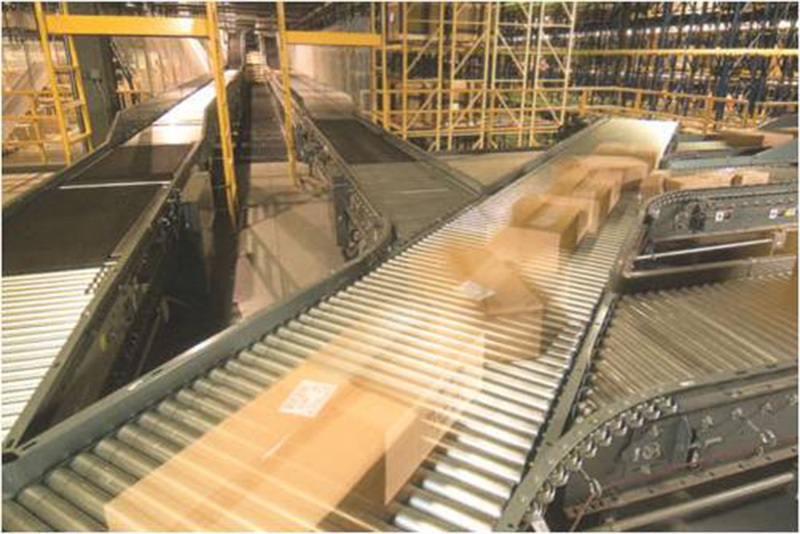
IIoT adds intelligence and visibility to manufacturing and logistics operations. Image credit: Schneider Electric
To achieve this level of integration, considerable obstacles need to be overcome, particularly from a safety and security perspective. New fields of activities will emerge for system integrators and consultants on software-defined networks (SDN) and software-defined automation (SDA). The significance of software as an enabler has increased in recent years, and in some cases, software will be replacing hardware in the smart machine environment. It also forms a link between disparate systems, enabling interoperability, and helps to link logical and physical worlds.
Digitization of control system design is an interesting example of the positive impact of software. Simulation/prototyping software is capable of creating a virtual model, making it is easier to capture numerous control system requirements, which speeds up the implementation of a design project. Software simulation tools also enhance safety and efficiency by allowing operators to familiarize themselves with a new system before it is installed.
For machine builders in particular, the focus is often on practical solutions and simplification of design for mechatronic and control systems. As CPU power and differentiation on I/O become more difficult for OEMs, smart functions will differentiate machines with added values based on software.
With increasing amounts of production data being gathered and automation devices and machinery being networked, the demand on hardware to store, manage and analyze data will grow exponentially. The cloud storage and platforms now available to end users are secure and reliable, providing a cost-effective method for accessing, storing and integrating data so that it becomes actionable information.
For machine builders, this represents a new field of expertise. How to present information from a machine to analytics systems in a machine readable way will be key for integrating shop floor equipment into an IT infrastructure. OEMs that master this will maintain a competitive advantage over those who aren’t beginning to realize or implement smart machine technology.
Bio – Mark Duncan has spent his career with Schneider Electric and is currently the Material Handling Segment Marketing Manager. In his more than 30 years of industry experience, Duncan has held various positions within the company, including Product Management, Project Engineering, and Marketing to Business Development.
Filed Under: M2M (machine to machine)