3D printing’s ability to build variable wall thicknesses has long been a boon to designers and engineers accustomed to conventional injection molding where consistent wall thickness is necessary to ensure mold cavities are filled evenly and cool uniformly.
By contrast, 3D printing has no trouble manufacturing a part with walls or features that vary between thick to thin with minimal gradation.
However, each 3D printing process has differing degrees of wall thickness allowances. Laser Sintering is one of the more popular 3D printing technologies for executing branching designs with fluid-like walls because it is the only process which doesn’t require attached support structures that must be removed in post-processing.
To fully vet out the best manufacturing guidelines for Laser Sintering, we sponsored a study with the University of Texas to determine design rules for LS that would ensure your part meets accuracy and repeatability requirements.
We’re sharing our trade knowledge on wall thickness, as verified by our study, to help you on your way to optimum LS builds.

The spindles within the wheels and varying wheel thicknesses would be difficult or nearly impossible to produce conventionally. Image credit: Stratasys
How Process Plays a Role in Wall Tolerances
Unlike the majority of 3D printing processes, Laser Sintering does not require build attached support structures to build overhanging features, holes and channels. Instead, designs are sintered into nylon and composite powder.
The surrounding unsintered powder supports the part as it builds, making it an ideal process for free hanging walls. With this free-form manufacturing process, LS offers a host of high performance thermoplastics, including FAR 25.853 certified for smoke and burn nylons for high heat.
Both powder volume and heat add up to create a pretty dense surface on top of the design. Therefore if your part has a large, flat surface, it may be more susceptible to warp. Proper orientation and adequate wall thickness will help avoid inaccuracies.
Orientation
Large flat surfaces built horizontally will have a much higher chance of warp because it encompasses a larger surface area directly parallel to each new layer of powder. It has to withstand increasingly denser powder as the build progresses. We recommend building thinner walls vertically or at an angle to account for powder density.
Depending on your part geometry and intended use, a vertical or angled build may result in the best accuracy. Image credit: Stratasys
Dimension
Wall thickness factors into the accuracy of your part as well as your part’s ability to withstand repeated use and testing over time.
During our study, we tested walls with 15 different thicknesses to pinpoint the thinnest resolvable wall dimensions. Walls as thin as 0.6 mm (0.024”) are possible; however walls this thin do not afford enough dimensional stability for a reliable build. We recommend a wall thickness of at least 0.8 mm (0.031”) to account for warp and to ensure decent rigidity.
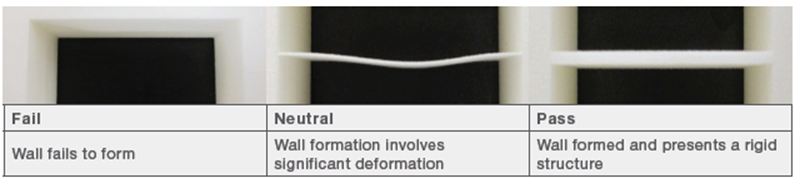
Walls below 0.6 mm (0.024”). 0.8 m (0.31”) provided the best stability and accuracy. Image credit: Stratasys
Applications
Laser Sintering was one of the earliest 3D printing technologies used in the production of aerospace ducting and non-load bearing components requiring low volume or highly complex manufacturing. Today, it’s still one of the most sought after processes for aerospace, manufacturing ductwork, control surfaces, brackets, clips, clamps, fuel tanks and other flight-certified parts.
Download our full study with the University of Texas to learn about additional important design features such as hole diameter and building moving components into one part.
This blog originally appeared on www.stratasysdirect.com/blog/laser-sintering-wall-thickness.
Filed Under: Flanges • supports • mounts • brackets, Rapid prototyping



