by Christopher G. Jeznach, Application Engineer, SPIROL International Corp.
Thermoplastic insert parts can be installed using heat or ultrasonic methods. Here’s a look at the pros and cons of each approach.
As the use of plastic parts has increased in a number of industries, fastening methods have become increasingly important. When screws or bolts are threaded directly into plastic components, failures can occur due to stripped threads or plastic creep. In situations where joint strength and the ability to assemble and disassemble without degradation of components are required, threaded inserts satisfies both needs.

Undercuts, knurls and threads on the outside of an insert help improve its performance.
It is important to note that there are other methods for installing inserts. Installation of inserts after molding (post mold) versus molding-in reduces costs by shortening molding time. Post mold installation also reduces the chance of scrap and potential mold damage resulting from dislodged inserts.
Heat and ultrasonic installation is only used with thermoplastic parts. Thermoplastics are solid at normal temperatures and can be re-melted a number of times, whereas thermoset parts have a one-time reaction in their conversion from liquid to solid and cannot be re-melted.
With both heat and ultrasonic installation methods, the insert is embedded into a molded or drilled hole through re-melting of the plastic. The melted plastic conforms to the external features of the insert, ensuring retention within the hole. A sufficient volume of plastic must be displaced to entirely fill these external features to ensure maximum performance when the plastic solidifies. An accurate way to determine sufficient plastic flow into the knurls, barbs and undercuts of an insert is to take a cross section of the installed insert and check that the features are mirrored in the plastic. It is important to ensure proper plastic flow into the features of the insert as this dictates the torque and pullout performance.

Proper Plastic Flow
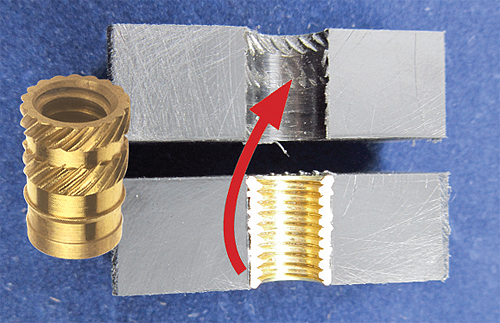
Improper Plastic Flow
Though they are both dependent on localized plastic melting, heat and ultrasonic installation methods can vary in performance. Both installation methods have advantages and disadvantages.
An ultrasonic insertion machine converts electrical power into a mechanical vibratory output. A pneumatic cylinder typically delivers the downward force while an ultrasonic horn delivers mechanical energy to the metal-plastic interface.
Ultrasonic horns (manufactured from various metals including titanium alloys, stainless steel and aluminum alloys) directly contact the metal insert. As the horn vibrates, the mechanical energy is transferred to the plastic surrounding the insert creating the heat and melting necessary for insertion.
Two methods are available for heat insertion; heat is transferred from the heated tip through the insert to the plastic, or by preheating the inserts and then pressing them in. In both cases, a controlled force is applied to the insert to ensure that the plastic is sufficiently melted before the insert is installed. Since heat installation requires heating the entire insert and not just the metal-plastic interface, the insert material should have excellent thermal conductivity (brass and aluminum are common choices).
Heat installation enables the insert to efficiently transfer heat to the plastic. (It also enables the insert to cool down quickly after installation). Once the plastic reaches its melting temperature, it begins to fill the retention features of the insert and then solidifies while inducing minimal stress.
Due to faster insertion and shorter cooling time, ultrasonic insertion typically has a shorter cycle time than heat insertion when installing a single insert that has not been preheated.
However, heat equipment that preheats the insert will have comparable installation time as compared to ultrasonic equipment. In addition, when installing multiple inserts simultaneously, heat insertion will offer faster throughput.
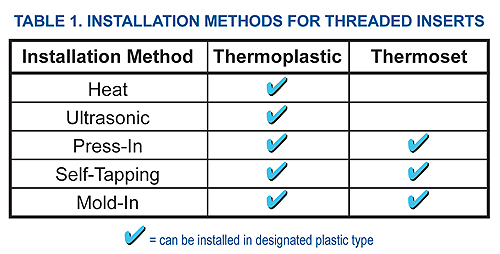
You can use several methods to install inserts. Installation of inserts after molding (post mold) versus molding-in reduces costs by shortening molding time. Post mold installation also reduces the chance of scrap and potential mold damage resulting from dislodged Inserts. As shown in this table, heat and ultrasonic installation is only used with thermoplastic parts. Thermoplastics are solid at normal temperatures and can be re-melted a number of times, whereas thermosets have a one-time reaction in their conversion from liquid to solid and cannot be re-melted.
Advantages of ultrasonic installation
- Short cycle time for small inserts. Ultrasonic installation is generally fast for smaller inserts (under ¼ in. OD), and slows as the insert size increases.
- Can be repurposed. Ultrasonic machines are often re-used, or converted from an initial plastic-to-plastic welding process to insert installation.
- Interchangeability – Horn sizes and shapes can be easily changed to accommodate different insert sizes.
Disadvantages of ultrasonic installation
One disadvantage is insufficient melt, which results in:
- Poor fixturing/clamping of components often times results in cold pressing the insert. This effect happens because of damping, which refers to the dissipation of mechanical energy. The damping effect results in poor installation because the mechanical energy is not being localized around the insert.
- When inserts are driven too quickly, the plastic does not have time to fully melt; this can result in a common problem with ultrasonic insertion–high stress and poor retention within the plastic that can lead to part failure. Failure can happen during installation, but the worst-case scenario is when failure happens in the field.
- The vibratory forces applied through the horn are difficult to control and sometimes parts are forced into the hole before melting has occurred at all. Damage to the insert or the plastic host can be severe. While sophisticated control systems can help solve this problem, they can nearly double the cost of an already expensive ultrasonic insertion machine.
- Slight size variations of the insert and hole can be enough to cause insufficient melt–even when the speed of the insertion is slowed down.

An ultrasonic insertion machine converts electrical power into a mechanical vibratory output. The downward force is typically provided by a pneumatic cylinder.
Another disadvantage is metal particulates and flakes may appear when the ultrasonic horn vibrates against the insert and chips off the insert material. Results of this issue include:
- Significant noise can be caused by metal to metal (ultrasonic horn to insert) contact. The bigger the insert, the louder the noise will be during installation.
- Difficult to install multiple inserts simultaneously. It becomes costly, if not impossible, to install multiple inserts at the same time.
- Incorrect frequency and incorrect down force can damage the insert. In some cases, the ultrasonic horn can damage the insert threads, which results in not being able to install the screw or bolt.
- Extra caution needs to be taken when using non-headed inserts to ensure proper contact surface is made between the insert and the horn. Otherwise, damage to the internal threads is likely to occur.
- Ultrasonic horns are subject to wear and expensive to replace. It is common for them to exceed $1,000.
Advantages of heat installation
- Reliable and consistent. Lower installation forces enable insertion into thin-walled parts, which would be destroyed by ultrasonic equipment. With consistent and adjustable temperature, force and depth settings, an installed insert with predictable pullout and torsion failure forces can be designed for the application.
- Quiet. Quiet operation eliminates the harsh noise associated with ultrasonic installation.
- Economical. Heat installation machines are about 50% less expensive than similar ultrasonic equipment because they are less complex and do not require as many components. Heat installation uses a heated tip and the insertion force is pneumatically driven under low force; generally under 50 lb. Ultrasonic installation requires an electronic power supply, cycle controlling timers, an electrical or mechanical energy transducer, and an ultrasonic horn.
- Easy insertion into deep recesses. Longer heat tips can enable insertion into deep recesses within a part, which would be inaccessible to an ultrasonic horn.
- The heat installation method is adaptable. Applications that need multiple inserts on multiple planes can be catered to with platen style heat machines. Prototyping or low volume applications can be catered to with a manual heat machine.
- Wide range of insert sizes can be accommodated on the same machine by switching out the interchangeable heat tips.
- Any insert can be installed – headed or nonheaded.
- Heat insertion modules can be equipped with vibratory bowl feeders so that the operator does not need to physically touch the insert during the entire installation process. Inserts would simply be loaded into a vibratory feeder and advance through the feed tube to a guarded heating chamber. The operator would then load the plastic molded component into the fixture, and activate the machine to install the insert. This is extremely important for very small inserts, which are difficult to singulate and orient.
- Heat machines seldom need maintenance (if ever). The maintenance and spare part costs are low – replacement heat tips are approximately $55.
- Generally, higher performance can be expected from heat installation because of the “through-heating” of the insert. This capability enables the melted plastic to fully flow into all retention features. Performance of inserts that are ultrasonically installed is often lower because the plastic is not able to fully flow into retention features. This happens because of the minimal heating generated only at the point of interference between the insert and the host.

Heat insertion of inserts is accomplished by transfer of heat from the heated tip through the insert to the plastic, or by preheating the inserts and then pressing them in.
Potential disadvantages of heat installation
Heat insertion’s slightly longer process time for installation of a single insert, when it is not preheated, is balanced by its advantages over ultrasonic installation.
The flexibility, consistency, high performance, and price of heat insertion make it a good choice for installing inserts into plastic for many applications.
As much as 75% of an insert’s performance is a direct result of how well it was installed, therefore all of the factors that affect installation must be carefully controlled to maximize performance.
With so many different combinations of insert types, plastic types, and performance requirements, it is recommended that manufacturers partner with industry experts in fastening and assembly of insert products. Proper choice of the insert and the installation process can be the difference between part failure in the field and part integrity for the intended life of the assembly.
SPIROL International Corp. U.S.A.
www.spirol.com
Filed Under: FASTENING • JOINING • locks • latches • pins, Materials • advanced




Tell Us What You Think!