A number of applications are well-suited to the capabilities of 3D printing/additive manufacturing (3DP/AM). We’ll look at several in this series. The first one will be jigs and fixtures, often referred to as machine tooling.
Forecasters have been predicting that the use of 3DP/AM for jigs and fixtures will be one of the largest applications for this industry. Jigs and fixtures are manufacturing tools that hold parts immobile during various machining and assembly processes. In many cases, these tools make assembly faster, reducing cycle time.

3D printable fixtures include:
–Assembly jigs
–Bonding jigs
–Disassembly jigs
–Drill guides
–Go/no go gauges for tolerance checking
–Labeling, marking, and masking templates
–Soft jaw inserts for vises
Usually, such tools are made from metal, so they are either made by machining or injection molding. The drawbacks of these processes though, are the time it takes to make the jigs and fixtures, the cost of the metals, and the cost of making design changes in the jigs and fixtures themselves.
Making these tools using 3DP/AM technology offers several benefits:
–3D printing is relatively fast—a day or two versus several weeks—to make these tools.
–Available materials can match the strengths of metal, as well as offer chemical resistance, heat resistance, UV stability, and others. In addition, 3D printing materials usually won’t damage the part they are holding.

A metal fixture on the left and it’s 3D printed counterpart on the right.
–The ability to easily change the design of jigs and fixtures in a matter of hours.
–Better ergonomics for operators. Tooling can be lighter in weight, easier to handle, and so on.
–3D printed jigs and fixtures can be designed to reduce assembly and production steps.
–You can create tooling to handle unusual geometries, amorphous shapes, or finely detailed parts easily with 3DP/AM.
All of these benefits lower the total cost of creating these machining tools.

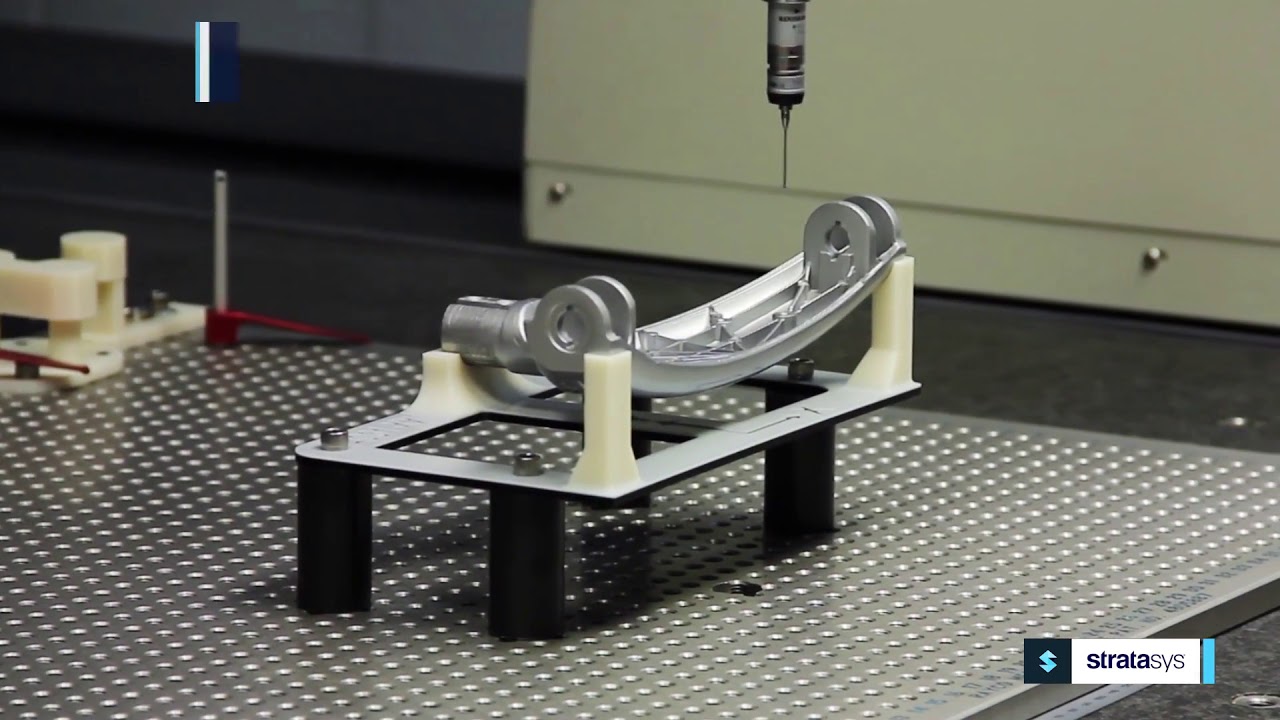
Because jigs and fixtures must prevent a part from moving when it undergoes an operation, it’s important that these tools inhibit undesirable motion from the various degrees of freedom (pitch, roll, and yaw). While 3DP can make parts with almost any geometry, it’s important to ensure a jig or fixture was built accurately. Accuracy is usually proven after the production part is inspected. In some cases, machining tool deflection may introduce inaccuracies in the final part, but which can be accounted for in a new fixture. Fortunately, you can have that new fixture in a matter of hours.
Design tips:
–For accuracy, include a flat face on the fixture, and/or right-angle geometries. These features will make it easier to measure accuracy. Also, use 3D scanners and touch probes to inspect geometries.
–You can increase the rigidity of a fixture by printing more material in locations that might bend under load. For example, add reinforcing ribs or include fillets. Such features will not necessarily increase cost.
–To join parts with 3D printed plastic fixturing, avoid tapped holes. They are prone to breakage and wear. Instead, use threaded inserts or a restraining pocket. Clearance holes can be used make bolt to a fixture plate easier.
–Include a method for releasing a part from the jig or fixture. Such a design will save time. The fixture could include springs, ramped slides, levels and so on to ease part removal.
–Design fixtures and jigs so that debris from machining can be managed. Eliminate areas where machined chips can wedge. Maybe design channels or paths for debris to exit, which can be done when removing the part.
Filed Under: Molding • injection molding components, Make Parts Fast



