By Tom Sandin, Morgan Advanced Materials Wesgo, Metals brazing Product Manager
Material scientists and ceramics component manufacturers have been developing new materials and processes that let engines run hotter and hotter in response to the aerospace industry’s focus on higher performance and lower costs.
In gas turbine engines, a large amount of air from the compressor is used to cool the turbine vane and blades. The amount of air needed is determined by turbine temperature and the materials that need to be cooled. If the turbine materials need less cooling or can be made from materials that can withstand higher temperatures, this would make more air available for propulsion. Therefore, increasing the turbine’s temperature capability is key to improving engine efficiency. However, engines run hotter as processing temperature is increased, and this increased heat tends to degrade metals.

Inside turbines, pre-sintered preforms (PSPs) are used to repair vanes that are breaking down due to excessive heat and wear. PSPs, with a small amount of braze alloy mixed with the parent metal, are used primarily in the turbine section for repairing vane cracks and wear areas. As temperatures continue to climb in these zones, new materials and technologies are being developed to create a better thermal barrier. These developments are expected to significantly lower maintenance, repair and overhaul (MRO) costs. Examples include the development of advanced braze alloys, the use of ceramics on high temperature metal to ceramic components, and the introduction of active brazing, which allows metal to be bonded directly to ceramic without metallization.
Braze alloys are used in a variety of military aircraft and commercial aerospace engine components and grades are being developed that directly bond ceramic to metal or other materials. Alloy compositions vary and include those designed for functional use in high temperature applications (750-850°C).
Alloys are selected to meet the specific service temperature conditions as well as the requirements of all the components to be joined. Examples include alloys used in new turbine hot sections, brazing silicon nitride ceramic to new super alloy engine parts. Table 1 gives an overview of available braze alloys showing the engine part it is used in and the component/base material.
Most modern airliners use turbofan engines because of their high thrust and good fuel efficiency. A turbofan gets some of its thrust from the core and some from the fan. Incoming air is captured by the engine inlet. Some of the incoming air passes through the fan and continues on into the core compressor and then the burner, where it is mixed with fuel and combustion occurs. The hot exhaust passes through the core and fan turbines and then out the nozzle. The rest of the incoming air passes through the fan and bypasses the engine, similar to air through a propeller. The air that goes through the fan has a slightly increased velocity.
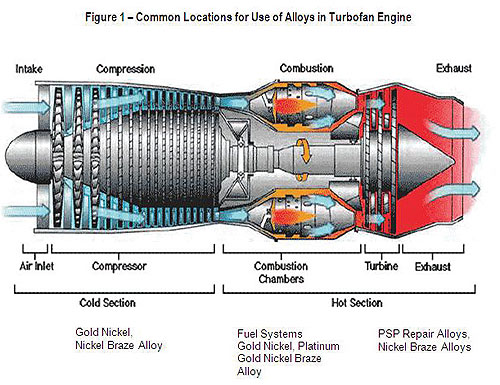
This diagram of a typical turbofan engine shows the most common locations for use of alloys, including those used for the engine’s “cold section” (air inlet and compressor) and its “hot section” (turbine and combustion chamber).
Figure 1 is a diagram of a typical turbofan engine, showing the most common locations for use of alloys, including those used for the engine’s “cold section” (air inlet and compressor) and its “hot section” (turbine and combustion chamber).
Morgan Advanced Materials’ Wesgo Metals site in Hayward, Calif., produces more than 15 braze alloy compositions for use in the compressor section. Nioro® is used on Inconel X750 or 718 to meet the solution anneal temperature without excess grain growth that occurs from nickel-based alloys. Nioro® is a high-purity gold/nickel alloy for vacuum brazing. Nickel braze alloys are used in compressor and turbine section brazing. In its foil form, it can be used for brazing honeycomb and metal seal strips.
In the stator section of a turbofan engine, the stator pulls the cold air in and bypasses the engine, creating the extra thrust. The stator also has a role in reducing turbulence, so air pitching and rolling is minimized.
In turbofan fuel systems, gold nickel and platinum gold nickel are used to braze the fuel system tubes and nozzles. The fuel nozzle, located where the first and second combustion stages take place, sees a considerable amount of heat. Ductility in the braze joints is needed to help with the expansion and vibration in the combustion section. Gold and platinum braze alloys also exhibit superior contrast in the braze joint, allowing the use of X-ray technology to check braze joint integrity. In addition, these alloys demonstrate good corrosion resistance. This area is one where engine manufacturers have expressed a tremendous amount of interest in materials that can withstand extreme temperatures, where conventional super alloys fail.
An area of increasing interest is active metal brazing, which allows metal to be bonded directly to ceramic without metallization, thereby eliminating several steps in the joining process and creating an extremely strong, hermetic seal that can reach higher operating temperatures. Aerospace applications include nozzles for aerospace and industrial turbine engines, new turbine vane systems and engine sensor components.
Active metal brazing can be performed with any combination of ceramics, carbon, graphite, metals and diamond. Active braze alloys (ABAs) are used for engine sensors that employ metal-to-ceramic strips to monitor engine functions. Brazing is done with a high temperature ABA so the sensor can withstand 1000°C (1830°F) in service.
Active metal brazing facilitates the joining of some materials and components that could never before be accomplished, and is especially beneficial in military and aerospace applications.
Morgan Advanced Materials
www.morganadvancedmaterials.com
Filed Under: Aerospace + defense, MOTION CONTROL, MORE INDUSTRIES




Tell Us What You Think!